本设计课题是设计一个某型号发动机连杆大头钻孔卧式专用镗床夹具,对连杆大孔进行精镗的加工设计,本次设计应包括对机床的总体设计、夹具的设计和多轴箱的设计,并确保能满足加工要求,提高原工序精度,并应该尽可能降低成本。本次课题来于东风商用车发动机有限公司,加工的零件是YSD90Q连杆,材料为42CrMo;为确保连杆的大头孔精镗加工精度和符合生产效率的要求,需设计一台专用组合机床以满足加工要求。
关键词:专用机床;精镗;夹具;连杆
目 录
第一章 前 言 - 1 -
第二章 发动机连杆加工工艺 - 2 -
2.1 连杆的结构特点 - 2 -
2.2 连杆的主要技术要求 - 2 -
2.2.1 大、小头孔的尺寸精度、形状精度 - 2 -
2.3 连杆的材料和毛坯 - 3 -
2.5 连杆的机械加工工艺过程分析 - 8 -
2.5.1 工艺过程的安排 - 8 -
2.5.2 定位基准的选择 - 9 -
2.5.3 断定合理的夹紧办法 - 10 -
2.5.4 连杆两头面的加工 - 10 -
2.5.5 连杆大、小头孔的加工 - 11 -
2.5.6 连杆螺栓孔的加工 - 11 -
2.5.7 连杆体与连杆盖的铣开工序 - 11 -
2.5.8 大头旁边面的加工 - 12 -
2.6.2 定位基准 - 12 -
2.7 切削用量的选择原则 - 12 -
2.7.1 粗加工时切削用量的选择原则 - 12 -
2.8 确定各工序的加工余量、计算工序尺寸及公差 - 13 -
2.8.1 确定加工余量 - 13 -
2.8.2 确定工序尺寸及其公差 - 13 -
2.9 公时定额的计算 - 14 -
2.9.3 加工小头孔 - 16 -
2.9.4 铣大头两侧面 - 17 -
选用铣床X62W - 17 -
2.9.5 扩大头孔 - 18 -
2.9.6 铣开连杆体和盖 - 18 -
2.9.7 加工连杆体 - 19 -
第三章 夹具设计 - 22 -
1.1 主要加工工序和加工精度 - 22 -
3.1.1问题的指出 - 22 -
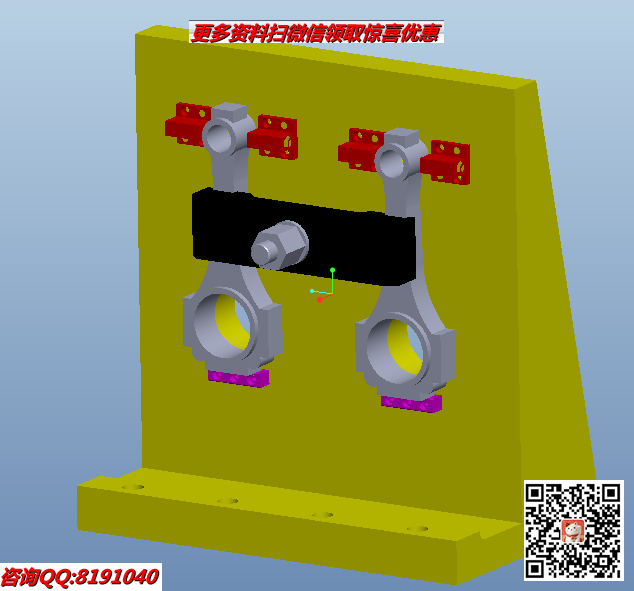
3.2 夹具设计 - 22 -
夹具的初步设计 - 22 -
2.1 夹紧装置应具备的基本要求 - 22 -
2.2 定位分析 - 23 -
2.3 夹紧力计算 - 23 -
4专用机床总体设计 - 26 -
3.1 机床总体方案论证-“三图一卡” - 26 -
3.2 工序图 - 26 -
3.3 加工示意图 - 26 -
3.4 机床联系尺寸图 - 30 -
第五章 结束语 - 33 -
参 考 文 献 - 34 -
致 谢 - 35 -
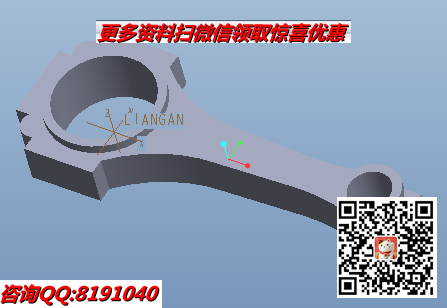
连杆在工作过程中,会同时受燃气体积变化所产生的交变压力和往复运动所产生的惯性力作用,所以连杆不仅要满足足够的强度和刚度要求,还要尽可能的降低自重来改善惯性力的作用。连杆大小头中间部分为满足重量要求采用“工”字型截面,并且是渐变的形式。连杆在宽度和高度方向上是对称的,在长度方向高度方向上,大小头孔是等高的,即上下端面距离相等,这样可以方便安装和储存。在青铜衬套内壁开有油槽,用来储存润滑油,发动机工作时,依靠连杆的高速运动,储存的润滑油就能进入活塞销与衬套内壁之间,达到润滑的目的。
连杆的功能是把发动机中的活塞杆和曲轴相互联接,将活塞杆的前后往复运动转化为曲柄的回转运动,在汽车发动机中,往往使用多个缸联合运动,这样便能源源不断的输出扭力。因此,连杆的加工精度会直观的体现在发动机的综合性能上,而机械加工方法的不同会直接导致连杆精度能否达到工作要求。以下是六个反映连杆精度的因素:
(1)连杆大、小头端面相对于连杆杆身中心面的对称度;
(2)连杆大、小头孔中心距尺寸精度;
(3)连杆大、小头孔中心线的平行度;
(4)连杆大、小头孔的尺寸精度和形状精度;
(5)连杆体与连杆盖配合面的尺寸精度和粗糙度;
(6)连杆大、小头螺栓孔与接合面的垂直度。
连杆在发动机工作过程中会受急剧变化的多向动载荷作用,必须具备很高的强度。因此,连杆材料多使用高强度碳钢或合金钢。如45、45Mn2、40Cr、40CrMnB等。现在也有选用球墨铸铁的。粉末冶金零件具有锻件质量好、精度要求高、材料浪费少等优点,随着粉末冶金锻造技术的不断推广,使粉末冶金零件的质量和强度较之前提高很多。所以采用粉末冶金技术制造连杆将会有很大的应用前景。
目前我国许多生产连杆的工厂,采用了连杆辊锻工艺。图2.2为连杆辊锻示意图。毛坯加热后,通过上锻辊模具2和下锻辊模具4的型槽,使毛坏产生塑性变形,从而得到所需要的形状。用辊锻工艺生产的连杆锻件,其表面质量、内部金属组织、金属纤维方向以及机械强度等方面都达到了模锻水平,并且具有设备简单、劳动条件好、生产率较高等优点, 便于实现机械化与自动化,适用于大批大量生产。辊锻需经过多次逐渐成形。
连杆机加工过程中有两个主要因素影响加工精度:
(1)连杆本身的刚度较低,在外力(切削力、夹紧力)的作用下容易产生变形。
(2)连杆为模锻件,孔的加工余量大,故切削时将产生较大的残余内应力,并会引起内应力重新分布。
因此,在安排工艺过程时,需把各主要表面的粗、精加工工序分开来,即把粗加工工序安排在前面,半精加工工序安排在中间,精加工工序安排在后面。这是因为粗加工工序的加工余量大,因此切削力和夹紧力必然大,加工完容易产生变形。粗、精加工工序分开后,粗加工中产生的变形可以在半精加工中进行修正;半精加工产生的变形可以在精加工中进行修正。这样逐步减少加工余量、切削力与内应力的作用,逐步修正加工之后的变形,就能最终达到零件最终要求的技术条件。
各主要表面的工序安排为:
(1)两端面:粗铣、半精铣、精铣。
(2)小头孔:钻孔、扩孔、铰孔、精镗、压入衬套后再桁磨。
(3)大头孔:扩孔、粗镗、半精镗、精镗、桁磨。
一些非主要表面的加工,则视需要尽可能安排在工艺过程的中间或后面。