目 录
前 言
机械制造装备设计课程设计是机械设计中的一个重要的实践性教学环节,是机械类学生毕业后进入企业经常遇到的问题,也是提高我们夹具设计能力的重要环节。其目的在于:
(1〕使学生具有运用标准、规范手册、图册和查询有关设计资料的能力。
〔2〕为了开阔视野,掌握执照技术最新发展,开阔专业视野,培养复合型人才,处进先进制造技术在我国的研究和应用,“先进制照技术”以作为许多学校的必修课程。为了提高学生综合运用机械设计基础及其他先修课程的理论知识和生产实际知识去分析和解决工程实际问题的能力,通过课程设计训练可以巩固、加深有关机械课设方面的理论知识。
〔3〕学习和掌握一般机械设计的基本方法和步骤。培养独立设计能力,为以后续的专业课程及毕业设计打好基础,做好准备。
零件在工艺规程之后,就要按工艺规程顺序进行加工。在加工中除了需要机床、刀具、量具之外,成批生产时还要用机床夹具。它们是机床和工件之间的连接装置,使工件相对于机床获得正确的位置。机床夹具的好坏将直接影响工件加工表面的位置精度。通常把确定工件在机床上或夹具中占有正确位置的过程,称为定位。当工件定位后,为了避免在加工中受到切削力、重力等的作用而使工件的既有位置遭到破坏,还应该用一定的机构或装置将工件加以固定。使工件在加工过程中保持定位位置不变的操作,称为夹紧。将工件定位、夹紧的过程称为装夹。工件装夹是否正确、迅速、方便和可靠,将直接影响工件的加工质量、生产效率、制造成本和操作安全。在成批、大量生产中,工件的装夹是通过机床夹具来实现的。定位、夹紧装置在设计前期是分开考虑的,设计后期通过夹具体的设计将各种原件联系在一个整体,在这个过程中容易出现工件无法装卸、工件定位出现过定位或欠定位等问题,因此设计中须考虑周全,整体观念强就会少出差错,提高设计质量
1. 专用夹具设计
机床夹具是在机床上装加工件的一种装置,其作用是使工件相对机床和刀具有一个正确的位置,并在加工过程中保持不变。它是夹具总体方案确定的依据之一,它决定了夹具的复杂程度和自动化程度。如大批量生产时,一般选择机动、多工件同时加工,自动化程度高的方案,结构也随之复杂,成本也提高较多。
零件图给出了工件的尺寸、形状和位置、表面粗糙度等精度的总体要求,工序图则给出了夹具所在工序的零件的工序基准、工序尺寸、已加工表面、待加工表面、以及本工序的定位、夹紧原理方案,这是夹具设计的直接依据。
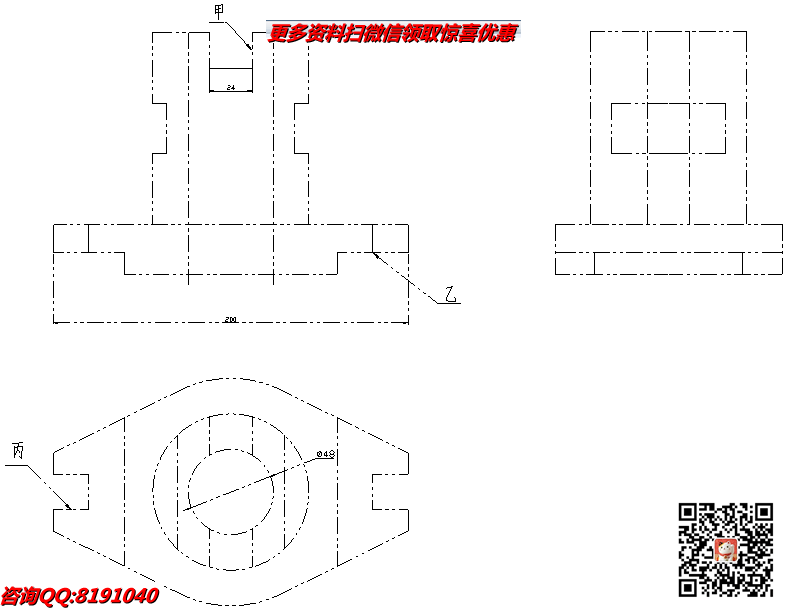
已知待加工工件如下图1-1所示,Φ48H7大孔,乙处表面及丙处槽均加工成,要求铣甲处槽。

图1-1 工件零件图
了解工艺规程中本工序的加工内容,机床、刀具、切削用量、工步安排、工时定额,同时加工零件数。这些是在考虑夹具总体方案、操作、估算夹紧力等方面必不可少的,根据零件图可知,本道工序的内容是铣甲处槽。
工件在机床上的定位实际上包括工件在夹具上的定位和夹具在机床上的定位两个方面。工序图只是给出了原理方案,此时应仔细分析本工序的工序内容及加工精度要求,按照六点定位原理和本工序的加工精度要求,确定具体的定位方案和定位元件
要拟定几种具体方案进行比较,选择或组合最佳方案。
根据工序图给出的定位元件方案,按有关标准正确选择定位元件或定位的组合。在机床夹具的使用过程中,工件的批量越大,定位元件的磨损越快,选用标准定位元件增加了夹具零件的互换性,方便机床夹具的维修和维护。
常有定位方法有:(1)工件以圆柱孔定位。
(2)工件以外圆表面定位。
(3)工件以平面定位。
确定定位方案时应注意以下问题:
(1) 按照工件要求确定工件必须限制的自由度。
(2) 当发生重复定位时根据其对加工是否产生有害影响,判断其属于可用重复定位还是不可用重复定位。
(3) 要选择合理的定位基准。
根据本次零件设计的夹具,我设计的定位方案为两个支撑板作为一个平面限制3个自由度,圆孔用圆柱销定位,限制2个自由度,用圆柱销定位槽限制1个自由度,共可以制6个自由度,同时保证了加工方向上的刚性,保证零件的加工精度及便于保证加工部位之间位置要求。