在模具设计之前需要对塑件的工艺性如形状结构、尺寸大小、精度等级和表面质量要进行仔细研究和分析,只有这样才能恰当确定塑件制品所需的模具结构和模具精度。
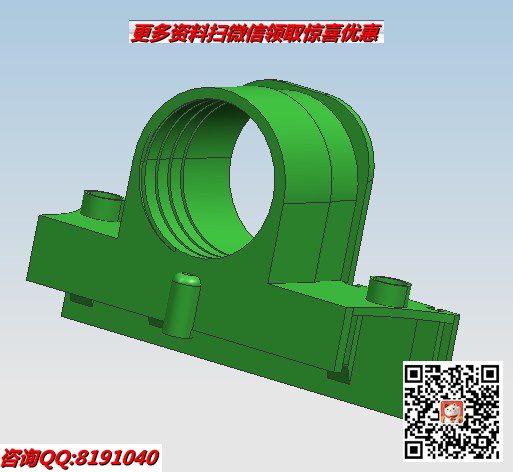
426零件如图所示,具体结构和尺寸详见图纸,该塑件结构中等复杂程度,生产量大,要求较低的模具成本,成型容易。
图(1)3D视图
3.1 塑件的结构设计
(1)、脱模斜度
由于注射制品在冷却过程中产生收缩,因此它在脱模前会紧紧的包住模具型芯或型腔中突出的部分。为了便于脱模,防止因脱模力过大拉伤制品表面,与脱模方向平行的制品内外表面应具有一定的脱模斜度。脱模斜度的大小与制品形状、壁厚及收缩率有关。斜度过小,不仅会使制品尺寸困难,而且易使制品表面损伤或破裂,斜度过大时,虽然脱模方便,但会影响制品尺寸精度,并浪费原材料。通常塑件的脱模斜度约取0.5~1.5,根据文献[1],塑件材料ABS的型腔脱模斜度为0.35~130/,型芯脱模斜度为30/~1
(2)、塑件的壁厚
塑件的壁厚是最重要的结构要素,是设计塑件时必须考虑的问题之一。塑件的壁厚对于注射成型生产具有极为重要的影响,它与注射充模时的熔体流动、固化定型时的冷却速度和时间、塑件的成型质量、塑件的原材料以及生产效率和生产成本密切相关。一般在满足使用要求的前提下,塑件的壁厚应尽量小。因为壁厚太大不仅会使原材料消耗增大,生产成本提高,更重要的是会延缓塑件在模内的冷却速度,使成型周期延长,另外还容易产生气泡、缩孔、凹陷等缺陷。但如果壁厚太小则刚度差,在脱模、装配、使用中会发生变形,影响到塑件的使用和装配的准确性。选择壁厚时应力求塑件各处壁厚尽量均匀,以避免塑件出现不均匀收缩等成型缺陷。塑件壁厚一般在1~4,最常用的数值为2~3。该管连接件壁厚均匀,周边和底部壁厚均为3左右。(3)、塑件的圆角
为防止塑件转角处的应力集中,改善其成型加工过程中的充模特性,增加相应位置模具和塑件的力学角度,需要在塑件的转角处和内部联接处采用圆角过度。在无特殊要求时,塑件的各连接角处均有半径不小于0.5~1的圆角。一般外圆弧半径大于壁厚的0.5倍,内圆角半径应是壁厚的0.5倍。
该塑料件表面圆角半径和内部转弯处圆角为1。
(4)、孔
塑料制品上通常带有各种通孔和盲孔,原则上讲,这些孔均能用一定的型芯成型。但当孔太复杂时,会使熔体流动困难,模具加工难度增大,生产成本提高,困此在塑件上设计孔时,应尽量采用简单孔型。由于型芯对熔体有分流作用,所以在孔成型时周围易产生熔接痕,导致孔的强度降低,故设计孔时孔时孔间距和孔到塑件边缘的距离一般都尖大于孔径,孔的周边应增加壁厚,以保证塑件的强度和刚度。
3.2 塑件尺寸及精度
塑料制品外形尺寸的大小主要取决于塑料品种的流动性和注射机规格,在一定的设备和工艺条件下流动性好的塑料可以成型较大尺寸的制品,反正成型出的制品尺寸就比较小。从节约材料和能源的角度出发,只要能满足制品的使用要求,一般都应将制品的结构设计的尽量紧凑,以便使制品的外形尺寸玲珑
摘 要 I
第1章 绪论 3
1.1 塑料简介 3
1.2 注塑成型及注塑模 3
第2章 塑料材料分析 5
2.1 塑料材料的基本特性 5
2.2 塑件材料成型性能 5
2.3 塑件材料主要用途 6
第3章 塑件的工艺分析 6
3.1 塑件的结构设计 7
3.2 塑件尺寸及精度 8
3.3 塑件表面粗糙度 8
3.4 塑件的体积和质量 8
第4章 注射成型工艺方案及模具结构的分析和确定 9
4.1、注射成型工艺过程分析[5] 9
4.2 浇口种类的确定 9
4.3 型腔数目的确定 10
4.4 注射机的选择和校核 10
4.4.1 注射量的校核 10
4.4.2 塑件在分型面上的投影面积与锁模力的校核 11
4.4.3、模具与注射机安装模具部分相关尺寸校核 12
第5章 注射模具结构设计 13
5.1 分型面的设计 13
5.2 型腔的布局 14
5.3 浇注系统的设计 14
5.3.1 浇注系统组成 14
5.3.2 确定浇注系统的原则 15
5.3.3 主流道的设计 15
5.3.4 分流道的设计 15
5.3.5 浇口的设计 16
5.3.6 冷料穴的设计 17
5.4 注射模成型零部件的设计[7] 17
5.4.1 成型零部件结构设计 18
5.4.2 成型零部件工作尺寸的计算 18
5.5 排气结构设计 19
5.6 脱模机构的设计 19
5.6.1 脱模机构的选用原则 19
5.6.2 脱模机构类型的选择 19
5.6.3 推杆机构具体设计 20
5.7 注射模温度调节系统 20
5.7.1 温度调节对塑件质量的影响 21
5.8.2 冷却系统之设计规则 22
5.9 模架及标准件的选用 22
5.9.1 模架的选用 23
5.10侧向抽芯机构类型选择………………………………………………………………… 24
第6章 模具材料的选用 28
6.1 成型零件材料选用 28
6.2 注射模用钢种 28
总结 30
致谢 31
参考文献 32