本文主要介绍了手机面板的注射模设计,其材料为ABS。根据ABS塑料的工艺特性和产品的使用要求,分析了手机面板的结构特点和成型工艺。通过应用Moldflow软件对塑件进行模流分析的结果,可作为确定塑件的注射模结构以及工作过程的参考。采用UG软件进行3D分模,对模具进行了成型零部件、浇注系统、侧向抽芯机构、推出脱模机构及冷却系统的设计分析, 并生成了爆炸图。
关键词:手机面板,注射模设计,模流分析
目 录
摘 要 I
Abstract II
1 绪论 1
1.1 塑料模具技术的发展现状和趋势 1
1.2 塑料制件的设计原则 2
1.3 注射模设计要点 3
2 模具设计 4
2.1 手机面板塑件成型工艺性分析 4
2.1.1 塑件结构分析 4
2.1.2 ABS塑料注射成型特性 4
2.2 设备与模架的选用 6
2.2.1注塑机的选用 6
2.2.2 模架的选择 7
2.2.3 模具参数的校核 8
2.3 模具结构形式的拟定 10
2.3.1 分型面位置的确定 10
2.3.2 确定型腔数量及排列方式 11
2.3.3 模具结构形式的确定 12
2.4 浇注系统的设计 12
2.4.1 主流道设计 12
2.4.2 分流道设计 13
2.4.3 浇口设计 14
2.4.4 浇注系统的平衡 16
2.5 成型零部件的设计 16
2.5.1 型腔的结构设计 17
2.5.2 型芯的结构设计 17
2.6 侧向抽芯与分型机构的设计 18
2.6.1 斜导柱的设计 18
2.6.2 滑块的设计 20
2.6.3 导滑槽的设计 20
2.6.4 楔紧块的设计 20
2.6.5 滑块定位装置的设计 21
2.7 推出与复位机构的设计 21
2.7.1 推出机构的设计 21
2.7.2 复位机构的设计 22
2.8 结构零部件的设计 23
2.8.1 支承零部件的设计 23
2.8.2 导柱导向机构的设计 24
2.9 排气与冷却系统的设计 24
2.9.1 排气系统的设计 24
2.9.2 冷却系统的设计 25
1.1.1 40Cr 28
5 数控加工设计 32
致 谢 37
参 考 文 献 38
塑料制件主要是根据使用要求进行设计。要想获得优质的塑件,塑件本身必须有良好的结构工艺性,这样不仅可使成型工艺得以顺利进行,而且能得到最佳的经济效益。塑件的设计视塑料成型方法和塑料品种性能不同而有所差异。
塑件的设计原则是在保证使用性能、物理性能、力学性能、电气性能、耐化学腐蚀性能和耐热性能等前提下,尽量选用价格低廉和成型性能较好的塑料。同时还应力求结构简单、壁厚均匀、成型方便。在设计塑件时,还应考虑其模具的总体结构,使模具型腔易于制造,模具抽芯和推出机构简单。塑件形状有利于模具分型、排气、补缩和冷却。此外,在塑件成型后尽量不再进行机械加工。
手机面板塑件成型工艺性分析
塑件结构分析
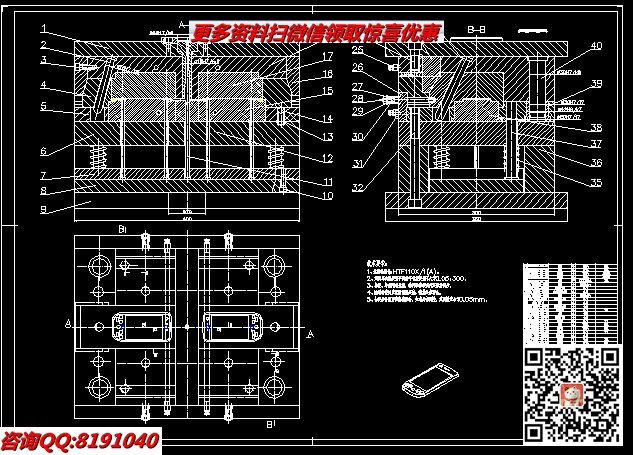
手机面板属于小型塑件,如图2-1所示,其壁厚为1mm,其外形尺寸为 110 mm×55 mm×5mm。要求塑件表面美观、光洁、无明显熔接痕、银丝和流痕,同时不产生明显的翘曲变形。塑件三侧均带有侧孔,塑件的侧孔都需采用侧抽芯机构;可设置一个侧型芯和两个哈夫块,利用滑块和斜导柱驱动,塑件底部朝里的凸起采用斜顶抽芯,这样便于分型。
对于模具设计,必须首先选则合适的注塑机型号,以确定额定注射量、最大注射压力、最大锁模力、模具的安装尺寸及开模行程等技术规范后,才能进行下面真正的模具设计。
根据塑件的形状及尺寸,计算其在分型面上的投影面积和塑件以及浇注系统的质量,计算所需锁模力、总注射物料量,然后初选设备。
由于制品的由许多曲面构成,形状复杂,首先利用UG软件的分析工具中的投影面积功能对制品在分型面上的投影面积进行计算与测量。在UG软件里打开三维模型,利用分析测量功能对制品的表面积、体积、质量进行分析与计算。
根据软件计算得出结果如下(参考文献[1]):
塑件在分型面上的投影面积 A=8036mm2
塑件体积 V=37640mm3
塑件密度1.01~1.07g/cm3
所以塑件的质量
M = 37.6×1.05=39.5g
从生产批量上考虑,年产量为30万件,以一周六个工作日来计算,一年的工作日约为365×6/7=312.9天。假设采用一模两件生产方式,则每天需要完成的产量为:
300000/312=961件
若每天的生产时间为10小时,则产品所需要的成型周期为
60×60/(961/10)≈37.42秒/件。
同时根据产品本身的结构,所以本设计采用一模二腔的模具,并考虑塑件的收缩率为0.6%,实际所需ABS材料体积为
V =37.6×2×(0.006+1)≈75.7 cm3
加上浇注系统及冷凝料材料体积约为15 cm3
所以初选设备为海天注塑机HTF110X/1(A)型 其主要技术规格如下表3-1所示(参考文献[2])。
`