CADͼֽ18�ţ�˵����48ҳ24000����
ժҪ��������ϸ������TOP-HOUSINGע��ģ�ߵ���ơ�����PRO/E��ģ��������ܼ��ṹ������ȷ������һģһǻ���㽽�ڽ��ϵ�����ʽģ�ߡ����ݻ���ߴ磬ģ�ܴӱ�ģ�ܿ��е��á�����ܼ��������ĸ��఼�����Ż������б�����������Ըû����ļӹ����ա�ʹ��Ч�������˲�����ͬʱ�����ĶԽ�עϵͳ�������������ģ������б���˲��о��������ģ����������¶ȵ���ϵͳ������ϵͳ�Ͳ�������ļӹ�����Ҳ������������Ƽ��㡣
�ؼ��ʣ�ע��ģ���㽽�ڣ�б���˻���
The design of the TOP-HOUSING
Abstractt ��This text has introduced the design of the TOP-HOUSING injection mould in detail. Because of PRO/E modeling , after analyzing the structure of the TOP-HOUSING , confirms using a cavity ,point gate and three plate a mould. according to the matrices size, the mould shelf was choosed from the 3D mold base standard library. There were four concaves in both sides of moulding , so optimizing design the angle ejector maching ,and furthermore the producing technics,the appliation affects are discessed in detail. At the same time,in this text the feedsysterm, shaping part, drawing of patterns organization , Organization of ejection force.,shut mould lead organization , temperature control system , exhaust system and the technology analyse of some workparts were designed and calculated totally.
Key words�� injection mould��point gate ��angle ejector machine
Ŀ¼
ǰ�ԣ���������
һ �ܼ����շ���������������������������������3
1.1 �ܼ��ṹ��������������������������������3
1.2���ϳ����շ�����������������������3
1.3��ģб�ȵ�ȷ��������������������������6
1.4�ⶨģ�ߵĽṹ��ʽ����������������7
1.4.1��ǻ������ȷ��������������������7
1.4.2�������ѡ��������������������7
1.4.3�����۵���ƣ�������������������
1.5 ��עϵͳ����ƣ�����������������������
1.5.1 ������ƣ�����������������������������
1.5.2 ����������ƣ���������������������
1.5.3 ������������ʽ����������
1.5.�� ����������ƣ�����������������
1.5.5���Ͼ�����ƣ���������������������
1.5.6 ������ƣ���������������������������
�� ע����ͺŵ�ȷ������������������������
2.1ע�����ļ��㣮��������������������������
2.2�ܼ������������ڷ������ϵ�ͶӰ���������Ҫ����ģ�����㣮����������
2.3ע����ͺŵ�ȷ����������������������
2.4ע������ղ�����У�ˣ�����������
2.4.1��ģ����У�ˣ�������������������
2.4.2���ע������У�ˣ�����������
2.4.3��ģ�г̵�У�ˣ���������������
�� �����㲿���Ľṹ��ƺͼ��㣮������������������������������
��.1��ģ�ṹ��ƣ�������������������������
��.2ģ�ṹ��ƣ�������������������������
3.3 С��о�Ľṹ��ƺͶ�λ������
��.��������������ߴ�ļ��㣱��
3.4.1��ƽ�������ʼ�����ǻ�ߴ磮��������������������������
3.4.����ƽ�������ʼ�����о�ߴ磮��������������������������
3.5 ��ǻ�ں���㣮������������������������
3.5.1���նȼ����ڵĺ�ȣ���
3.5.2���նȼ���װ�ĺ�ȣ���
�� ģ�壨ģ�ܣ���ȷ��������������������
�� ��ģ����λ������ƣ���������
��.1�������������������������������������
5.1.1������ƣ���������������������������
��.��������ƣ�����������������������������
����б�������о������ƣ�������
5.��.�� б�����ߴ磮������������������
5.3.�� б�����IJ��ã�����������������
�� ��ģ��������ƺͼ��㣮����������
��.1���ԭ���࣮������������������
��.1.1��ģ�Ƴ����������ԭ������������������
��.1.2��ģ�����ķ��࣮������������
��.2��ģ�����ļ��㣮��������������������
��.3��ģ������ѡ�ã���������������������
��.3.1��Ʒ�Ƴ��Ļ�����ʽ������
��.3.2�ܼ����Ƴ�������������������
��.��.����ģ����ģ��������������
�� �ڲ�����ͳ�о������ƣ���������
7.1 �ڳ�о��ļ��㣮����������������
�� �¶ȵ���ϵͳ����ƺͼ��㣳��
��.1��ȴϵͳ����ƣ���������������������
��.2��ȴװ�õ����Ҫ�㣮����������
��.3��ȴʱ��ļ��㣮������������������
��.����ȴ�����ļ��㣮������������������
�� ģ�����ѡ�ļ����칤�գ�������
��.1ģ�߸������ѡ�ģ�����������������
9.1.1 ����ģ�߳����������ǻ����о����ѡ�ģ�����������
��.��.��ģ�������ѡ�ģ�����������
9.1.3 ��עϵͳ�����ѡ�ģ���
9.1.4 ���������ѡ�ģ�����������
��.2ģ��������칤�գ���������������
��.2.1�ṹ�������������ƣ�����������������������������
��.2.2ģ�������������ƣ�����
��.3��ǻ�����������ƣ�������������
ʮ ģ�߹���������ģ��װ�䣮������
1��.1ģ��װ�䣮������������������������������
1��.2ģ�߹������̣�����������������������
`���ۣ�����
�������
�ο����ף�������������������������������������������
һ�� �ܼ����շ���
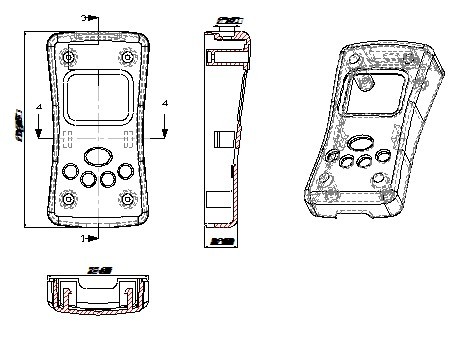
1.1 �ܼ��ṹ����
���ܼ������ư壬�ƹ��Ƴ����ֱ���һ������о�������ڲ��о��������ģʱ������ģ��ֿ��ܼ������ڶ�ģ��о�ϵ��ﵽһ���Ŀ�ģ�г�ʱ������ģ�岻������ע�ܻ����������ư忪ʼ��ǰ�˶���ͬʱ���ڻ����б���ˣ��ƿ�������£��ܼ����Ƴ����������ص��䡣���ṹ�ϼ�Ҫ�����⻬�������ԵĽ��ںۼ����̲��������Խ��ڣ��㽽�ڣ�������б���˻�����ʵ�ֲ��о�����ǵ����ܼ�ע��ʱҪ��һ���������ԣ��Լ�������Ե���������ѡ��ABS�� ��ϩ��-����ϩ-����ϩ�������
�ܼ�����ͼ��ʾ��
�ܼ��������ԣ�
ɫ������������ɫ
���ϣ�ABS
�� Acrylonitritle-Butadiene-Styrene copolymer ��ϩ��-����ϩ-����ϩ�����
��ȣ�Լ2mm���ܼ������������ƺͱ���ȱ�ݣ�
�������죺������
��ģб�ȣ�0.5°
���ȵȼ���MT3��һ�㾫�ȣ�GB/T14486--1993����
1.2 ���ϳ����շ���
��1����ѧ���������ܣ�ABS���ɱ�ϩ�桢����ϩ������ϩ���ֵ��干�۶��ɡ�ÿ�ֵ��嶼�в�ͬ���ܣ���ϩ����и�ǿ�ȡ����ȶ��Լ���ѧ�ȶ��ԣ�����ϩ���м����ԡ���������ԣ�����ϩ�����ӹ����߹��ȡ���ǿ�ȵ����ԡ�ABS������ζ������ɫ�����͵��ܼ��нϺõĹ�����������Ϊ0.3~0.8%(�ڱ������ѡ�õ�������Ϊ0.5��)������̬�Ͽ���ABS�Ƿǽᾧ�Ͳ��ϡ����ֵ���ľۺϲ����˾����������Ԫ�����һ���DZ���ϩ-��ϩ��������࣬��һ���Ǿ۶���ϩ��ɢ�ࡣABS��������Ҫȡ�������ֵ������ɱ����������еķ��ӽṹ������г��ϲ����˲�ͬƷ�ʵ�ABS���ϡ���ͬƷ�ʵIJ����ṩ��ͬ�����ԣ�����еȵ��ߵȵĿ�����ԣ��ӵ͵��ߵĹ��Ⱥ���Ť�����ܵȡ�
��2�������ص㣺�������еȣ��г�ǿ���ӹ��ԡ�������ԡ�������Ժ�����ijߴ��ȶ��Լ��ܸߵij��ǿ�ȡ�
��3��ע�ܹ��ռ�ģ��������
���ﴦ���� ABS��ʪ�Ժ�ǿ��ע�ܳ���֮ǰҪ���г�ָ�� �������������80-90�������ٸ���2Сʱ���Ҳ����¶Ȳ���Ӧ��֤С��0.1%��
�ۻ��¶ȣ�210-280�档�����¶ȣ�245�档
ģ���¶ȣ�25-70�档��ģ���¶Ƚ�Ӱ���ܼ����ȣ�ģ���¶Ƚϵ���ᵼ�³�����Ʒ�Ĺ��Ƚϵͣ�
ע��ѹ����50-100MPa��
ע���ٶȣ��еȸ��١�
��4������Ӧ�÷�Χ�������DZ��塢�绰�����塢���ֻ����̡�����估�ճ�������Ʒ��
��5��ABS��Ҫ����ָ����±�1-1��1-2��1-3��1-4
��1-1 ABS����ѧ����
�������� ABS ���Ծ۱���ϩ
����ǿ��/MPa 50 33
����ǿ��/MPa 38 38
�����쳤��/% 35 30.8
����ǿ��/MPa 80 56
��������ģ��/GPa 1.4 1.8
��ѹǿ��/ MPa 53 72
����ǿ��/ MPa 24 —
��֧�����ǿ��(��ȱ��)/(kJ/m²) 261 89
��֧�����ǿ��(ȱ��)/(kJ/m²) 11 14.4
����Ӳ��HBS 9.7 9.8
��1-2��ABS����������
�������� ABS ABS������ά��ǿ
�ܶ�/(g/�M³) 1.02��1.16 1.20��1.38
�����/(�M²/g) 0.86��0.98 0.72��0.83
��ˮ��/%(24Сʱ)
��ʱ�� 0.2��0.4 0.1��0.7
���Ȼ���� — —
��1-3 ABS��������
�������� ABS ABS������ά��ǿ
���������ʣ�%�� 0.4��0.7 0.1��0.2
�۵�(ճ���¶�)/�� 130��160 —
�ȱ����¶�/�桡��45N/�M²
180N/�M² 90��108
83��103 116��121
112��116
������ϵ��/(10-��/��) 7.0 2.8
������/[J/(�K•K)] 1470 —
�ȵ���/[W/(m•K)] 0.263 0.263
ȼ����/(�M/min) �� ��
��1-4 ��ABS���ϳ�������
�������� ABS����ϩ��-����ϩ-����ϩ�����
�ܶȣ�g/�M³�� 1.03��1.07
Ԥ�� �¶ȣ��棩 80��85
2��3
ʱ�䣨h��
��Ͳ
�¶�
���棩 ��� 150��170
165��180
180��200
�ж�
ǰ��
�����¶ȣ��棩 170��180
ģ���¶ȣ��棩 50��80
ע��ѹ����MPa�� 60��100
�ݸ�ת�٣�r/min�� 30
����ע������� �ݸˡ���������
1.3 ��ģб�ȵ�ȷ��
������Ʒ��ȴ���������ʱ���������ģ�ϣ�������𤸽���ö���������ǻ�ڡ�Ϊ�˱�����ģ����ֹ��Ʒ��������ģʱ���ˡ���ë�ȣ�����Ʒ���ʱӦ����������ں�������ģб�ȡ�
ʵ���о���������об�ȵ�ȷ�ɽ����Ƽ���������
ͼ1-1�ܽ���б�ȶ�ABS��ģ�Ƽ���ģ��Ӱ���ʵ���о������
ͼ1��1
�ۺϸ������أ������ABS����ģб��ȡ0.5°��
1.4 �ⶨģ�ߵĽṹ��ʽ
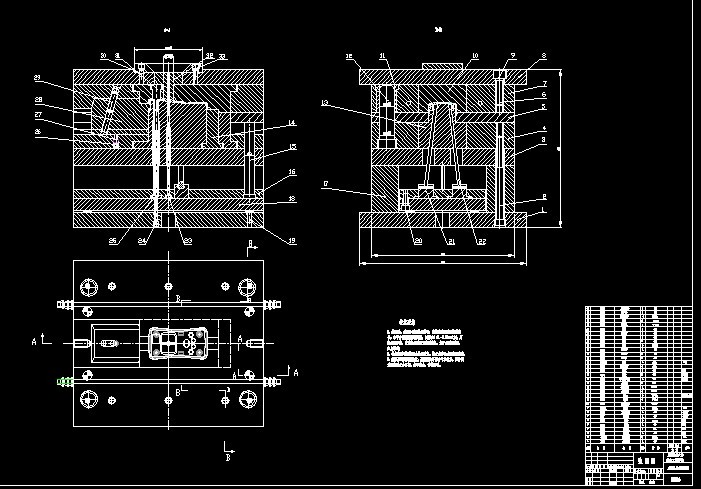
1.4.1 ��ǻ������ȷ��
��֪�����V�ܺ�����W�� ������Ϊ�˲�Ʒ���������������ܼ�������Ҫ��Ƚϸߡ��ҵ����ӹ������ۺϿ��������ʺ������ɱ��ȸ������أ��Լ�ע������ͺ�ѡ����ȷ������һģһǻ�Ų������ܼ������γߴ�ͻ�е�ӹ������أ�ȷ�����ô�ˮ�ڵ���ǻ������
1.4.2 �������ѡ��
��������ָ�ֿ�ģ��ȡ���ܼ��ͽ�עϵͳ���ϵĿɷ���ĽӴ����档�ڷ��ģǻ�г����ܼ���Ϊ�˼�Сģǻ���ѳ�ʱ��������Ҫ���ܼ�Ӧ�����ʵ�����ģб�ȣ�ҲҪ��ģ�����벿�ֵĽӴ��棨�������棩Ӧ����������͵��ܼ��������ʵ���λ�ã����Ҫ��ȷ��ѡ������档�������ѡ��ԭ���ǣ�
��һ�� �����ܼ���ģ
��1��Ӧ�����ڲ�����ͺͳ�о��
��2���ڿ�ģʱ����ʹ�ܼ����ڶ�ģ�ڣ�
��3��Ӧ���������ܼ�����ǻ�еķ�λ��
���������Ǻͱ�֤�ܼ�����۲�����