本设计是汽车后制动地板喷油嘴孔的专用夹具设计。由于该油嘴孔在斜面上,十分不好加工。一般来说,保证平面的加工精度要比保证孔系的加工精度容易。因此,本设计遵循先面后孔的原则。并将孔与平面的加工明确划分成粗加工和精加工阶段以保证孔系加工精度。基准选择以变速箱箱体的输入轴和输出轴的支承孔作为粗基准,以顶面与两个工艺孔作为精基准。主要加工工序安排是先以支承孔系定位加工出顶平面,再以顶平面与支承孔系定位加工出工艺孔。在后续工序中除个别工序外均用顶平面和工艺孔定位加工其他孔系与平面。支承孔系的加工采用的是坐标法镗孔。整个加工过程均选用组合机床。夹具选用专用夹具,夹紧方式多选用气动夹紧,夹紧可靠,机构可以不必自锁。因此生产效率较高。适用于大批量、流水线上加工。能够满足设计要求。
关键词:油嘴孔 加工工艺 专用夹具
第一章1
目录 1
第一章1 1
第1章 绪论 2
1.1引言 2
1.2.1课题背景及发展趋势 2
1.2,2 夹具的基本结构及夹具设计的内容 3
专用夹具的设计主要是对以下几项内容进行设计:(1)定位装置的设计;(2)夹紧装置的设计;(3)对刀-引导装置的设计;(4)夹具体的设计;(5)其他元件及装置的设计。 3
第2章 制动板加工工艺规程设计 4
2.1零件的分析 4
2.1.1零件的作用 4
2.1.2零件的工艺分析 4
2.2制动板加工的主要问题 6
2.2.1确定毛坯的制造形式 6
2.2.2基面的选择 6
2.2.3确定工艺路线 6
2.2.4机械加工余量、工序尺寸及毛坯尺寸的确定 7
2.2.5确定切削用量 8
3.1 问题的提出 16
3.2定位基准的选择 16
3.3切削力的计算与夹紧力分析 16
3.4夹紧元件及动力装置确定 17
3.5钻套及夹具体设计 17
3.6夹具精度分析 18
3.7钻套、衬套、钻模板及夹具体设计 18
3.8定位元件的设计 20
3.9夹具设计及操作的简要说明 21
结 论 23
致 谢 25
题目给出的零件是制动板,制动板主要对汽车制动系统的设计,它们对整个汽车制动性能都有相当大的影响。一般汽车都装有两套独立作用的制动系统:由脚控制的行车制动(脚制动)系统和用手控制的驻车制动系统。行车制动系统的制动力直接作用于车轮,故又称车轮制动系统,是汽车行进中的主要制动装置,用以使汽车减速以至停车。
驻车制动系统的制动器多装于变速器输出轴的后端,故又称中央制动系统。也有部分车型的驻车制动器不设在变速器后端,而是与后轮制动器联动。驻车制动器主要用于汽车停放时防止发生溜滑,在紧急情况下,也可用作辅助制动。
另外,有些汽车(主要是柴油车)还装有排气制动器。这种制动器是以加大发动机排气阻力的方式,增加发动机曲轴的旋转阻力,通过传动机构阻碍驱动轮的转动,从而达到减速的目的。它主要是在汽车下长坡时作为辅助制动器使用,以减轻车轮制动器的负担
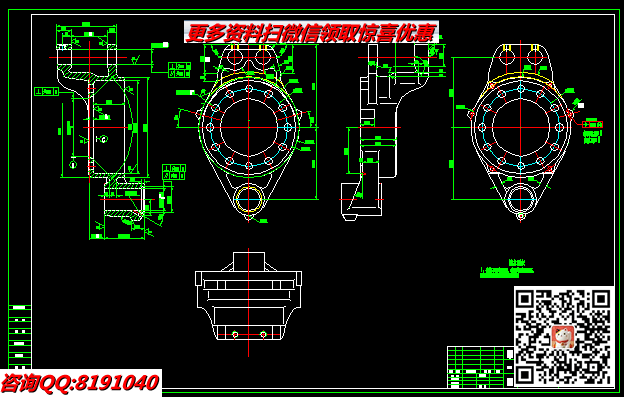
2.1.2零件的工艺分析
零件的材料为QT450,灰铸铁生产工艺简单,铸造性能优良,减震性能良好。传动箱体需要加工表面以及加工表面的位置要求。图纸如图2.1
图2.1
现分析如下:
(1)主要加工面:
1)铣制动板各个台阶面保证尺寸87,131.5,33,平行度误差为0.04
2)铣中间卡槽面保证尺寸80,
3)镗φ50孔,2--φ32,φ126孔至所要求尺寸,并保证各位误差要求
4)钻204打孔底面12-φ16.5孔
5)钻2—M4螺纹孔
6)钻NPT1/8螺纹孔
(2)主要基准面:
1)以下平面为基准的加工表面
这一组加工表面包括:制动板上表面各孔、制动板上表面
2)以下平面为基准的加工表面
这一组加工表面包括:主要是下平面各孔及螺纹孔