涡轮变速箱箱体是整个变速箱及部件的基础件,它将变速箱及部件中的轴、轴承和涡轮等零件按一定的相互位置关系装配成一个整体,并按预定传动关系协调其运动。箱体的装配基准面与加工中的定位基准面应有一定的平面度和表面粗糙度要求;各导轨面与装配基准面之间应有一定距离尺寸精度的要求。其中设计专用夹具的应用进一步提高箱体的加工精度和效率。
关键词:箱体,加工工艺。
目录
1.绪论 - 4 -
1.1 研究背景 - 4 -
1.2箱体介绍 - 5 -
1.3本文研究内容 - 5 -
2. 箱体工艺分析及路线设计 - 6 -
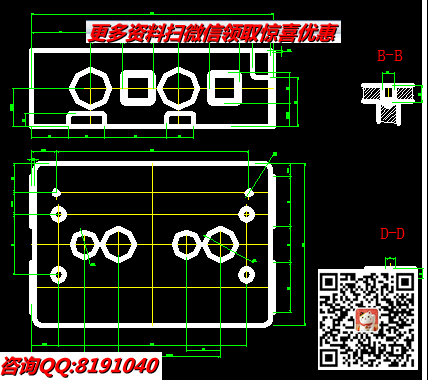
2.1. 图纸分析 - 6 -
2.2. 制定工艺路线 - 7 -
3. 箱体工艺设计 - 8 -
3.1. 箱体材料 - 8 -
3.2. 毛坯设计 - 8 -
3.3. 基准选择 - 11 -
3.4. 切削用量及工时 - 12 -
4. 夹具设计 - 21 -
4.1. 问题提出 - 21 -
4.2. 夹具设计 - 21 -
4.3. 夹具操作简要说明 - 23 -
总结 - 24 -
致谢 - 25 -
参考文献 - 26 -
为提高劳动生产率,保证加工质量,降低劳动强度,需要设计专用夹具。经过与指导老师协商,决定设计铰孔工序钻,粗定位机体另外一端面以及底面,选用专用机床,高速钢组合钻头,本夹具主用用来铰4-40精孔,对其位置的尺寸和精度有一定的技术要求。因此应考虑如提高劳动强度并且保证其尺寸公差。
发动机机体主要是为整个减速器提供支撑和连接作用的,上面装配涡轮蜗杆,因此其装配涡轮蜗杆的尺寸精度和、形状精度、表面粗糙度要求。此外,为满足发动机机体加工中的定位需要及箱体与其他机器总装要求,发动机机体的装配基准面与加工中的定位基准面应有一定的平面度和表面粗糙度要求;各支承孔与装配基准面之间应有一定距离尺寸精度的要求。
本课题的关键是分析箱体零件并拟定两种加工工艺路线,通过比较,选择更加合理的加工方案,选择合适的工艺装备以及专用夹具,在设计夹具过程中应要选择合理的夹紧方案。根据箱体零件图的技术要求,分析各种对孔和平面的精度及表面粗糙度要求,选择箱体的材料和毛坯,根据加工顺序为先面后孔,加工阶段粗、精加工要分开的原则,并且合理的安排热处理工序,制定较为合理的工艺路线,设计工艺规程选择粗基准,选择定位基准,选择加工设备和工艺设备。确定机械加工余量、确定工序尺寸及公差,确定切削用量及基本工时。填写工艺及工序卡。在设计夹具时,选择合理的定位夹紧方式,设计出较为合理可用的夹具机构。
本夹具通过底板及一个固定块和顶部的压紧螺母共同定位和加紧元件;其中固定块是固定在底板上的;底面,固定块,压紧螺母共同控制工件的6个自由度,夹具是通过滑道固定机床上。其中辅助支撑是工件底面的两个倾斜的辅助支撑板和一个辅助支撑钉组成,其中侧面有两个平行的辅助钉。