我的毕业设计的题目是油箱内侧板冲压工艺及模具设计,油箱内侧板属于的大型覆盖件,这类零件具有表面质量要求高(光滑,美观),刚性好,轮廓尺寸大,形状复杂等特点。一般制造过程要经过落料(或剪切),拉深(主要在双动压床上进行),修边,翻边等多道工序才能完成。实践证明,在多数情况下,拉深工序是制造这类零件的关键,它直接影响产品质量,材料利用率,生产效率和制造成本。
为了保证覆盖件在拉深时经受最大限度的塑性变形而不至于产生破裂,对原材料的机械性能,金相组织,化学成分,表面粗糙度,和厚度精都提出很高很严的要求。对于大型覆盖件的拉深,需要的变形力和压边力都很大,因此在大量生产中,此类零件的拉深均在双动压床上进行,双动压床具有拉深与压边两个滑块,压边力可达到拉深力的60%以上,且四点连接的外滑块可进行压边力的局部调节,这可满足覆盖件拉深的特殊要求。
由于大型覆盖件尺寸大,厚度薄(我所设计的内侧板厚度仅有0.8mm),成形难度较高。目前,尚难借助理论计算来准确设计冲压工艺过程和确定模具结构尺寸,只能凭借经验靠类比初步设计这些零件的冲压工艺过程,再经过试冲发现问题,加以修改和完善。
油箱内侧板形状复杂,零件周边异形,引伸深度深。在工艺安排上,采用增加工艺补充面,开放式引伸来获得工件,降低了引伸的难度,将零件形状一次引伸到位成形。在工艺安排上,分为四道工序:
A.板料切角
B.引伸成形 通过工艺补充面的增加,引伸深度达到了229mm,为改善成形条件,凹模的入口半径不能太小,定为R10mm。考虑到压件板和凹模之间与制件接触的面容易磨损,凹模分为两部分,上部分口板厚45mm,易于更换和增加强度。油箱内板周边拉伸深度不一致,局部起皱的可能性较大。C.预切边冲孔 将拉伸后多余的边料切除,同时预切中间部位的工艺切口。
D.切边 采用斜滑块水平切出零件的边缘。
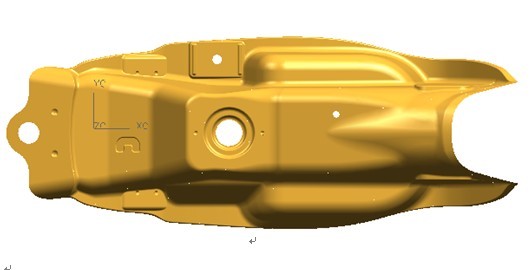
制件三维造型如图所示。
零件材料为08Al,厚度0.8mm,中批量生产。用UG转换到AutoCAD2004中得到产品图,如图所示
2.2工艺方案的选择
方案一:落料,引伸成形,一次切边,二次切边冲孔
方案二:切角,引伸成形,冲孔,一次切边,二次切边。
方案三:切角,引伸成形,一次切边冲孔,二次切边
现比较分析各方案:
第一方案中由于二次切边需要斜楔滑块来实现,若采用切边于冲孔复合,提高了模具的难度。不采用此种方案。
方案二中,工序繁多,效率低下。故也不采用。
方案三没有以上缺点,其工序复合程度较高,生产率也较高。而且模具结构相对比较简单,制造费用比较低,这在中批生产中是合理的,而且同时可采用弹性卸料及顶件装置,制造出的工件外观较好且平整,而且操作比较安全,故该零件的生产采用第三种方案。
2.3毛坯的设计计算
由三维零件数据资料,依次测量尺寸,并计算出其展开料尺寸从而获得毛坯尺寸。通过UG进行分析获得零件外轮廓尺寸为340.686mm×680.859mm,由于拉延成形回使的得板料尺寸延长10%左右(由以往经验所得),故将所得毛胚尺寸缩小10%左右为341mm×681mm。由于考虑到工艺补充面等各种因素,可得出剪成板料尺寸为500mm×933mm。
2.4排板、裁板
考虑操作方便以及工艺方案,采用单板单件的形式,即直接用剪板机将板料剪成毛坯大小,采用横排。
目录
摘要 1
Abstract 1
1、绪论 3
1.1课题背景及研究的意义 3
1.2国内外研究现状与发展趋势 4
2.工艺分析 5
2.1制件工艺性分析 5
2.2工艺方案的选择 9
2.3毛坯的设计计算 10
2.4排板、裁板 10
2.5 填写工艺过程卡片 11
3.模具设计原则 11
3.1 模具设计的基本作用 11
3.2模具设计的基本内容 15
3.3冲模设计的技术关键 15
4.模具计算与设计 16
4.1切角模 16
4.1.1压力机的选择 16
4.1.2总体设计及尺寸计算 16
4.1.3主要零件设计 17
4.2成形模 20
4.2.1压力机的选择 20
4.2.2成形模设计关键 21
4.2.2总体设计 27
4.2.3模具结构材料选择 28
4.3一次切边冲孔模 28
4.3.1压力机的选择 28
4.3.2总体设计及尺寸计算 29
4.3.3零件设计 30
4.4最后切边模 33
4.4.1压力机的选择 33
4.4.2设计关键 33
4.4.2切边间隙的确定 34
4.4.3模具材料的选择 34
5.结论与展望 35
致谢 37
参考文献 38
成型模-零件图+装配图.dwg
二次切边模.dwg
切角模-零件图+装配图.dwg
完成产品图.dwg
一次切边冲孔模-零件图+装配图.dwg
aiyi.prt
目录.doc
说明书.doc