根据所给的零件图,通过工件结构工艺性分析、卷材及零件材料的选用、排样图的设计、冲裁力及压力中心的计算、压力机的选择、模具结构的设计、典型零件加工工艺的设计和模具图纸的绘制,设计了一副多工位支座级进模具。
关键词:级进模;排样;凸模;凹模
Abstract
I designed a serial steps progressive dies, throuth analysising the technology of the part’s structure, choosing the materials of coil and the parts, designing blank layout, calculating of the blanking force and the center of the load, choosing the press machine, designing the structure of this mould, designing the typical part’s produce processing , drawing the diagrams of the mould,According to a gived part’s drawing.
Key words: progressive dies. blank layout. punch. matrix
冲压件的工艺性是指冲压件的形状对冲压工艺难易程度的影响。
冲压件工艺性的具体指标主要应该是:
1).耗材少,周期短;
2).工序数目少,劳动量,劳动强度低;
3).后机加工量及辅助工序少;
4).冲压工艺装备少,生产面积需要小;
5).操作简便;
6).提高模具寿命;
7).生产效率高、加工成本底。
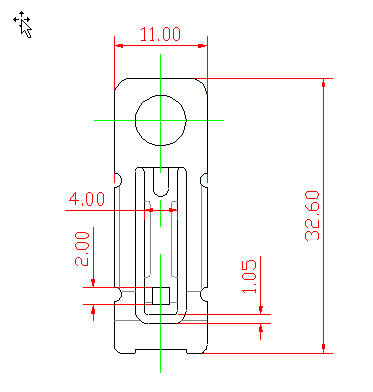
首先应该充分了解产品的使用场合和使用要求。该支座用于温控器上,与另一弹片配合起到调节温度的作用,它要求有很好的弹性、韧性、抗疲劳弯曲折断性能,还要较高的硬度。
为了使冲压件达到优良的工艺性指标,必须合理地确定其尺寸精度和具有良好的结构工艺性。
冲压件的结构工艺性一般指其结构的几何形状。显然,其几何形状越简单、越容易冲压,则其结构工艺性越好。因此要求:
①.原材料的选定不仅要能满足冲压件的强度与刚度要求,还应该要有良好的冲压性能。这是由于每一种板材都有自己的化学成分、力学性能以及与冲压性能密切相关的特征值。在生产实际中经常出现的这种情况,一个冲压件的加工能否顺利地、高质量的完成,直接取决于板材的冲压性能。所以,有必要根据冲压变形的特点与要求,正确地选用原材料。
②.冲压加工是一种冷变形加工方法,它与热变形加工方法最本质的特点是:有冷变形加工硬化效应。因此,应该充分利用这一特征,尽量选择软而塑性好的、避免过厚的金属材料。
③.当对产品零件要求重量轻而强度、刚度高时,可采用加强肋形式及翻边、卷圆等工序来达到要求。
对于冲压件工艺性影响最大的是几何形状尺寸和精度要求。
一.冲裁件的结构工艺性:
1.冲裁件长度方向,宽度方向一致,无凸出或凹入部分,有利于排样和减少废料。
2.冲孔时,由于受到凸模强度的限制,孔的尺寸不宜过小,其数值与孔形、材料的机械性能、材料的厚度等有关。选为:圆形:0.5t即0.15mm,矩形:0.4t即0.12mm。
3.弯曲件圆角半径不宜小于最小弯曲半径可,以免产生裂纹,但也不宜过大,因为过大时,受到回弹的影响,弯曲角度与圆角半径的精度都不易保证。
4.弯曲线不应位于零件宽度突变处,以避免撕裂。
5.孔槽距弯曲区有一定的距离,弯曲时会使孔变形,在中性层内侧为压变形,在中性层外侧为拉变形,故孔发生了变形。
6.弯曲件对称,左右弯曲半径和角度5和6中都一致,以保证弯曲过程中受力平衡,防止产生滑动。
7.工艺孔定在工序1上,对于弯曲件毛坯的精确定位有利。
8.切舌和弯曲同时进行时,所弯曲的小脚带有斜度就易于从凹模中脱出。
9.弯曲部分弯曲半径应该大于等于最小弯曲半径弯曲毛刺的一面应该处于弯曲外侧,板材的塑性要求较好,否则会在弯曲部分出现裂纹,如果材料的塑性不够,则可考虑采用退火。
10.弯曲高度的尺寸不能太小,弯曲凹模圆角应对称,弯曲高度如果小于最小弯曲高度,在最小的弯曲高度以下的部分出现张口,弯曲线与两孔中心线不平行。
11.弯曲件的形状与尺寸应尽可能对称、高度也不应相差太大。当冲压不对称弯曲件时,因受力不均匀,毛坯容易偏移,尺寸不易保证。而所给的工件是严格对称的因此这一点能够保证。
12.部分边缘弯曲:当局部弯曲某一段边缘时,为了防止在交接处由于应力集中而产生撕裂,可预先冲裁卸荷孔或切槽,也可以将弯曲线移动一段距离,以离开尺寸突变处。给定的工件这一点也完全符合。
目 录
摘 要……….Ⅰ
Abstract………Ⅱ
前 言 1
第一章 冲压件结构工艺性分析 3
第二章 卷材材料的选取 7
第三章 模具材料的选取 9
第四章 工艺性分析和工艺方案的确定 10
4.1.工件展开的计算及其展开图 10
4.2.工件共有多少个单工序的分析 11
4.3.排样方法的确定 13
4.3.1.工位数的确定 13
4.3.2.空工位的设置原则 14
4.3.3.安排冲压工序顺序的原则 14
4.3.4.工序确定与排序 16
4.3.5.弯曲工序排样的基本原则 17
4.3.6.载体设计 18
4.3.7.分段冲切设计 19
4.3.8.各种落料工序排样图的分析 21
第五章 冲压力的计算及压力机的初步选定 24
5.1.冲压力的计算 24
5.1.1.冲裁部分 24
5.1.2.弯曲力计算 25
5.2.卸料力及推件力的计算 26
5.2.1.冲裁部分 27
5.2.2.落料部分 27
5.3.冲压设备的选择: 28
5.4.压力中心的计算 30
5.4.1.各工序压力中心的计算 30
5.4.2.模具总的压力中心的计算 35
5.4.3.利用C语言编模具压力中心计算程序 37
第六章 模具结构的设计 41
6.1.连续模结构特点与要求 41
6.2.模具结构类型的确定 42
6.2.1.操作方式的确定 43
6.2.2.进出料方式的确定 43
6.3.模具总体结构 44
6.4.主要零部件设计 44
第七章 工序14凸模的机械加工工艺 51
7.1.坯料的加工 52
7.2.凸模零件的加工工艺 52
7.3.线切割的工艺过程 52
结 束 语 54
参考文献 57