论文24页,12000余字,CAD图纸25张
收音机后壳模具设计及其型腔仿真加工
摘要 :注塑模具是现在所有塑料模具中使用最广的模具,能够成型复杂的高精度的塑料制品。本课题是收音机后壳模具设计及其型腔仿真加工
收音机的形状较为复杂,所以模具设计中要考虑的因素有很多,除考虑它的出模、分型面,还需考虑它成型的质量,表面光洁度等。所以我们设计应认真分析塑料制品的结构,寻求最佳的设计方案并选择成型设备的规格和型号。分型面的选择很重要,制件不是平直表面,分型面的选择既要考虑不影响制件表面的美观,又要达到结构要求。浇注系统的设计也很重要,在此次设计中我选点浇口,并设有冷料穴。拉料杆采用Z形,这就解决了制品出模的问题。编制塑件的模型成型工艺,并进一步对该注射模结构进行设计,编制该注射模主要零件的加工工艺,最后进行型腔仿真加工。
通过使用模具设计应用软件,使模具设计效率大大提高,完全符合设计要求。
关键词:注塑模具 分型面 Pro/E
The design and simulation processing
of mold for rear shell of radio
Abstract: The injection molding is the most widely used one kind of mold which can mold complex high-precision plastic products. This topic is about the design and simulation processing of mold for rear shell of radio .
Radio shape so complicated that the mold design has a lot of factors to be considered , in addition to its ejector pin, parting surface, it needs to consider forming the quality of surface finish, and so on. Therefore, we should carefully design the structure of plastic products, find the best design options and choose the molding equipment specifications and models. It is very important, not the straight parts surface, parting surface of choice it is necessary to consider not affect parts of the surface appearance, but also to structural requirements. Pouring system design is also important in the design of the election, pin gate cold-slag well and Z-shape pin were chosen which are solved the problem of products to die. Plastic Parts of the Process model, and further injection Die structure of the design, preparation of the main components of the injection-processing technology, a cavity simulation final processing.
Through the use mold design application software, makes the mold rated capacity to enhance greatly, conforms to the design requirement completely.
Key words: injection mold parting surface Pro/E
目 录
1前言 1
2总体方案论证 3
3具体设计说明 4
3.1塑件三维造型 4
3.1.1塑件的测绘 4
3.1.2塑件三维造型 4
3.2模具设计计算 5
3.2.1塑件材料性能分析 5
3.2.2型腔数的确定 5
3.2.3额定锁模力的校核 6
3.2.4型腔壁厚计算 7
3.3 浇注系统设计 7
3.3.1浇注系统的平衡 8
3.3.2 主流道 8
3.3.3 分流道设计: 8
3.3.4 浇口 8
3.3.5冷料穴的设计 9
3.4分型面的设计 10
3.5 侧抽芯的设计 11
3.6冷却系统设计 12
3.6.1设计计算 12
3.6.2冷却流道结构设计 13
3.7推出机构设计 13
3.8复位杆 14
3.9导向装置 15
3.10注射机技术参数的校核 15
3.11确定各模板尺寸 16
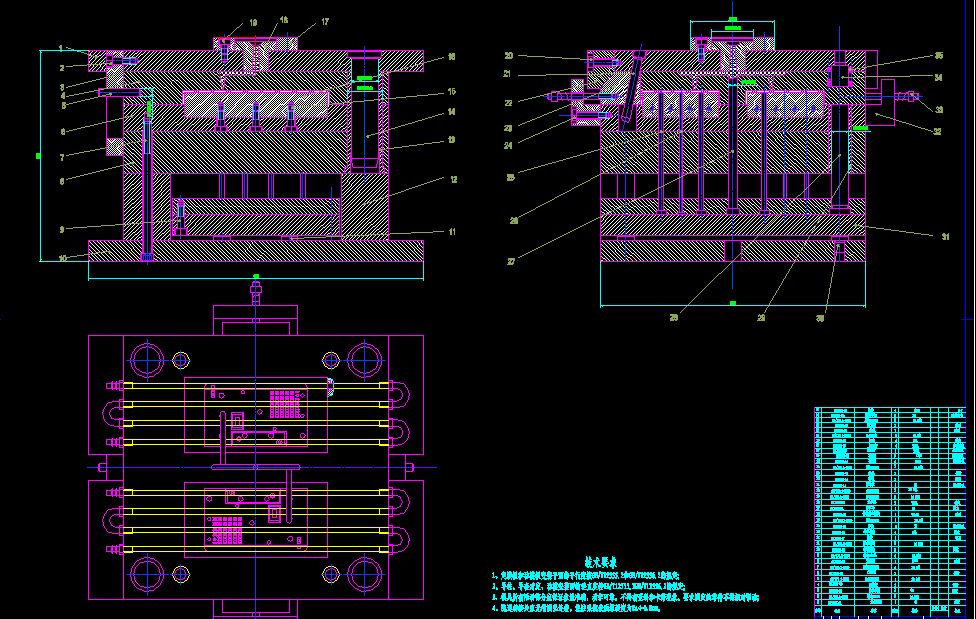
3.12 模具工作过程 17
3.13 三维爆炸图 17
3.14型腔加工仿真 18
3.14.1加工零件工艺审查 18
3.14.2 毛坯的选择 18
3.14.3 基准选择 18
3.14.4 Master CAM 9.0仿真加工 18
4 结论 20
参 考 文 献 21
致 谢 22
附 录 23
1前言
在机械、电子、汽车、摩托车、电器、仪器、建材、通讯和军工等产品中, 80% 以上都要依靠模具成形, 这些行业是模具行业的主要服务领域, 近年来机械、汽车、电子、电器等行业的快速发展推动了模具行业的升级和发展。
模具工业是现代制造业和先进制造技术的重要组成部分。模具生产的特点是高精度、高复杂度、高一致性、高生产率和低消耗, 是衡量一个国家产品制造水平高低的重要标志, 而且决定着企业产品质量、效益及新产品开发能力。世界模具市场总量近年来保持在600 ~ 650 亿美元左右,2006 年我国模具产品销售额720 亿元人民币, 2007 年增长20%以上, 在数量上我国已经是生产大国。但产品总体水平不高, 高档模具长期依赖进口。近年来,国民经济持续快速发展, 特别是汽车工业和电子信息行业高速发展, 以及国际制造业向发展中国家的转移, 促进了模具工业的发展。模具产业呈现以下几个特点:(1)模具行业产销两旺。2007年模具企业厂点约3 万家,从业人员100 多万人, 年均增长20%以上, 中低端模具为主, 720 亿元, 增长18%; 07年出口增长41.6%; 珠三角和长三角为中心的东南沿海地区(占全国总量的70%左右)发展快于中西部地区, 南方的发展快于北方。(2)产品结构进一步改善。由中低挡向中高挡迈进, 部分企业和产品达到国际先进水平, 大型、精密、复杂、长寿命模具和模具标准件发展加快, 塑料模和压铸模分额增大,进出口比例从2001 年的5.92:1 提高到2007年的1.97:1。(3)投资增长较快, 集群式生产发展迅速。模具工业的特点是高投入高产出, 行业内中小企业占大多数, 投资以外资和民营资本为主, 这些特点也促进了集群发展的模式:紧密协作、降低成本、扩大市场、利于交流。2007 年全行业投资150 亿元左右, 骨干企业具备了从模具粗加工、热处理到各种精加工、光整加工、质量控制与监测等的整套设备体系, 一般中小企业也在数控加工设备等先进装备方面加大了投入力度。(4)技术水平和创新能力提高。模具新结构、新工艺、新材料不断涌现。级进模水平提高较快, 大型级进模已超过3 米, 精密级进模可与2000 次/ 分钟冲压设备配套, 热流道和气浮模具水平有了很大提高CAD/CAE/CAM 等信息化应用更加广泛, 自身的装备水平不断提高; 大型汽车覆盖模具、汽车轮胎模具、高速冲压模具、快速成型等领域涌现许多创新成果; 大型、精密、复杂、长寿命模具提高到35%左右, 产学研合作不断加强。(5)专业化水平提高。专业化是模具企业自身发展的需要, 也是制造业发展的需要; 大型企业集团内模具企业转变机制独立运作, 逐步走向专业化服务; 一批具有鲜明专业特色的模具城或模具工业园区相继建立; 重要专业领域的模具比例上升较快, 如塑料模具比例由十五期间的34%提高到40%左右, 汽车模具、子午线橡胶轮胎模具、塑料模具等专业特色企业取得快速发展。(6)质量和品牌意识增强。企业从经营模具产品到经营品牌, 从外延式扩张到内涵式发展提升。企业更加重视质量和效率, 通过现代企业管理实现市场的快速响应, 并以此强化品牌意识, 着力品牌建设和创新能力建设, 提高核心竞争力。
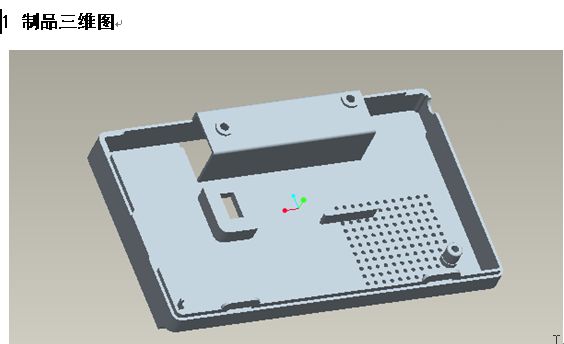
本课题是对收音机后壳制品进行测绘、模具设计、模具型腔仿真加工及数控编程。课题来源于生产实践。基于生产实践之上的对收音机后壳制品的模具设计以及仿真加工。在设计过程中要解决收音机制品测绘、模具设计、在模具设计时对分型面的选择、浇口形式与位置的确定、型腔位置的安排、定模冷却水道的设置、工艺分析及数控编程及加工仿真等问题。收音机后壳制品的几何尺寸进行测量后要进行合理的后处理。模具分型面处在同一平面时不需要一定的角度,所以选择底面为分型面。本模具设计采用点浇口,并要避开制品点画线所示的高光量区域。为使流道平衡,应使各型腔距主流道距离均等。由于所成型的制品形状简单且几何尺寸较小,因此可采用侧浇口冷却水路的冷却方式。模具方案设计完成后对型腔进行仿真加工及数控编程。据此方案可以达到设计的预期效果。并且大大提高了注塑模的质量和效率。
2总体方案论证
本课题的设计目的是对收音机后壳的三维造型、塑料注射模具设计、模具型腔加工仿真及数控编程。其中:a. 制品的尺寸精度要求:长度方向小于0.50,厚度方向小于0.10; b. 制品材料:ABS;c. 制品表面粗糙度:不低于实物表面;d. 制品生产批量:5万;e. 制品其他要求:符合设计规范。在进行零件的三维造型之前,首先对塑件进行测绘,绘制塑件二维工程图,然后根据工程图进行塑件的三维造型,再进行型腔的设计主要是分型面的设计,最后进行仿真加工及数控编程。
首先是对塑件进行测绘。测绘好后使用Pro/E Wildfire3.0进行三维造型。主要采用拉伸、除料等步骤造型。根据工厂现有设备的注射量、锁模力等方面进行考虑,还有塑件的精度等级确定采用一模两腔。要确保塑件及浇注系统所需的注射量不超过注射机最大容量的80%。接着对各个系统进行设计,首先是浇注系统。浇注系统分为主流道、分流道、浇口、冷料穴等,本设计采用点浇口。主流道的中心线与注射机喷嘴的中心线在同一条直线上。由于主流道与高温高压的熔融塑料接触所以外面要加个浇口套。浇口套要进行淬火处理,这样可以延长模具的使用寿命。分流道的半径与塑料种类和所需熔融塑料的体积有关。主流道与分流道采用圆角过渡,这样可以减小料流转向过渡时的阻力。分流道的布置要均匀处理,确保熔融塑料由主流道到各分流道的距离相等。分流道表面不必很光,可以使熔融塑料的冷却皮层固定,有利于保温。分流道与浇口采用圆弧过渡,有利于熔料的流动及填充。浇口主要有两个作用,一是起控制作用,二是压力撤销后封锁型腔,不产生倒流。模具设计完成后,进行型腔的加工工艺分析,在确定加工工艺步骤后,在Master CAM 9.0 中进行刀具路径设定完成仿真加工,而后输出数控程序。
3具体设计说明
3.1塑件三维造型
3.1.1塑件的测绘
塑件为收音机后壳,使用游标卡尺对塑件进行测绘。我们最终设计制造的是收音机后壳的模具,而我们所取的塑件是模具生产出来的大量塑件中的一个,由于制造的原因,塑件在出模后不可避免的会产生一定的变形,因此对该零件的测量数值需要进行分析处理。如对塑件较大尺寸误差的进行修正,对相同形状处所测不同尺寸的取均值进行圆整,对一些结构进行优化,然后绘出零件的测绘草图。如图3-1
所示。