����28ҳ��14000���֣�CADͼֽ24��
������ǰ��ģ����Ƽ�����ǻ����ӹ�
ժ Ҫ ���������ǹ���������ǰ��ģ�ߵ���ƣ���Ҫ��������ǰ��ע�����ģ�Ľṹ��ƺ�ģ�ӹ����졣ǰ�߰��������桢��ǻ���á���עϵͳ������ϵͳ��������ȴϵͳ�������о������������������ģ�����Լ���Ҫ�㲿������ơ���������PRO/E������ά������Ʋ���ע��ģģ�߽���װ�䣬��������ǰ��ģ�߶�ģ����ǻ�ļӹ����ս����˷�����������MASTERCAM���������˷���ӹ�������������ֱ�ۣ����������������֣��������IJ������ԸĽ���������ȵؽ�����Դ�Ͳ������ģ���ӹ�Ч�ʡ���ע��ģ��ƵĽṹ�ص��ǵ㽽����ʽ��˫�������ע��ģ���Dz����о����������֤����ģ�߽ṹ�������������桢ʹ�����������ܼ��ﵽ����Ҫ��
�ؼ��ʣ�ģ����ƣ�ע��ģ�ߣ�����ӹ���������
The design of the shell radio mould And
the simulation processing of the mold cavity
Abstract: This topic is to design the shell radio mold, which includes the structure design mould assist designing for manufacturing, and the working process of the injection mould of the front cover of the shell of radio set were introduced. The former involve parting plane, cavity layout, old systems, heating cooling systems, the side core pulling mechanism structure, prop up the organization, drawing patterns and the design process of the main work pieces. The later use PRO/E to construct carries on the three dimensional modeling and to assemble the injection mould. The processing craft of the cavity of fixed plate of the base of the shell radio are analyzed, and the simulation process are carry out with the software of MASTERCAM��which can observe the geometric figure of the process of cutting very visually, the machine parameters users setting have been fully reflected to improve the unreasonable parameters, to minimize consumption of energy and materials and to improve processing efficiency. The structure characteristic of this injection mould was a two-parting surface , and was a side core pulling mechanism. The mould was proved to be a clever design by production practice , the mould could be operated easily , the service life of the mould was long or and the plastics parts produced by the mould could meet the technical requirement.
Key words: mold design; injection mould; processing simulation; parting plane��
Ŀ¼
1 ǰ�� 1
1.1 �������� 1
1.2 �����ⷢչ��״ 1
1.3 ���ǰ�ἰ��Ҫ���� 2
1.4 �������Ҫ������������˼· 2
1.5 Ԥ�ڳɹ���ʵ�ʼ�ֵ 3
2 ���巽����֤ 4
3 �������˵�� 5
3.1 �ܼ���� 5
3.2 �ܼ���άʵ������ 5
3.3 ���ϵ�ѡ�� 6
3.3.1��Ʒ���� 6
3.3.2ģ�߲��ϵ�ѡ�� 6
3.4 ע�ܻ���У�� 7
3.4.1ע���豸��ȷ�� 7
3.4.2ע�ܻ��йع��ղ�����У�� 7
3.5 ���������� 9
3.6 ��עϵͳ��� 10
3.6.1��עϵͳ�����ԭ�� 10
3.6.2����������� 10
3.6.3����������ƽ�Ⲽ�� 10
3.6.4���ڵ���� 11
3.6.5����Ѩ����� 11
3.7 ��ȴϵͳ����� 12
3.7.1 �������ȴϵͳʱ��Ӧ�Ӷ�濼�ǣ� 12
3.7.2��ȴ���� 12
3.7.3��ȴˮ���ڶ�ģ�е�λ�� 13
3.8 ����ϵͳ����� 14
3.8.1�Ƴ�������� 14
3.8.2�����г� 14
3.8.3��� 14
3.8.4���˵���״��ߴ�ѡ�� 14
3.8.5����װ��λ�õIJ��� 14
3.8.6��עϵͳ������ 15
3.9������������������ 15
3.9.1�����о�������Ӧע������Ҫ�㣺 15
3.9.2��о�ࡢ�������б�����ļ��� 16
3.9.3�������� 16
3.9.4�������� 17
3.9.5������ 17
3.10 ģ����� 17
3.11 ��ģ������ 18
3.12 ��ǻ�ӹ����շ������ӹ����� 21
3.12.1������������ 21
3.12.2ë��ѡ�� 21
3.12.3��ѡ�� 21
3.12.4�ⶨ�ӹ����� 21
3.12.5��ǻ���ط���ӹ� 21
4 ���� 24
����� 25
�� л 26
��¼ 27
1 ǰ��
1.1 ��������
ģ���ǹ�ҵ��������Ҫ�����豸�������������;���һ����״�ͳߴ�ĸ�����Ʒ���ڸ��ֲ��ϼӹ���ҵ�й㷺��ʹ�ø���ģ�ߣ�ÿ�ֲ��ϳ���ģ�߰����ͷ�����ͬ�ַ�Ϊ���������͡���������ģ�ߵķ�չ���������Ϲ�ҵ�ķ�չ����չ�ġ������������ǶԸ����豸����Ʒ������Ҫ��Խ��Խ�ߣ����Ϊ������Ʒ�ṩ�˸�Ϊ�������г���������ƷҪ��չ����ȻҪ������ģ����֮��չ��ģ����Ϊ��չ�²�Ʒ����Ҫװ���������г���Ҫ�����Ҽ��������ߡ�����ģ�ߵľ��ȡ������������ڵ�Ҫ��Ҳ�dz���ʵ��ģ����ҵ�ľ���Ҳ�dz����ҡ���רҵ�ǻ�е������켰���Զ���������Ʒ��ģ�����ʹ�����ǰ���ǰ��ѧ�����֪ʶ�����õ������ˣ���ģ������ֲᡢ��е����ֲᡢģ�����칤�ա��й�ģ�߹��̴��IJ���ʹ���Ҷ�������˸���һ������ʶ���˽⣬����������PRP/E����������Ʒ�����ͺ�ģ�ߵ�װ�䣬����Mastercam��ǻ�ķ���ӹ����õ������ա�
1.2 �����ⷢչ��״
���������й�����ģ������ˮƽ���нϴ���ߡ���������ģ�������������������ﵽ50t���ϵ�ע��ģ����������ģ�ߵľ����Ѵﵽ2μm���Ƽ����Ⱥܸߵ�Сģ������ģ���ﵽ�߹�ѧҪ��ij���ģ�ߵ�Ҳ������������ǻ����ģ����������һģ7800ǻ���ܷ�ģ������ģ�߷����������������ٶȴ�6m/min���ϵĸ����������Ͳļ���ģ�����Ͳ�˫ǻ������˫ɫ��������Ӳ���������������Ϲ�������
�������ֶ��ϣ�ģ����ҵ�豸���ػ������нϴ���ߣ�CAD/CAE/CAM������Ӧ�����Ѵ�Ϊ��չ�����ټӹ���RP/RT���Ƚ������IJ�����Խ��Խ�࣬ģ�߱���ʹ�ø����ʼ�ģ����Ʒ���ʶ��нϴ���ȵ���ߣ�������ģ�ߵı���Ҳ�нϴ���ߡ����⣬������ҵ�����չ��һ���ٽ�������ģ���������ˮƽ����ҵ����ˮƽ����ߣ���Щ��ҵ��ʵ����Ϣ��������ȫ���ֻ���ͼ���졣
�����켼�����棬CAD/CAM/CAE������Ӧ��ˮƽ����һ����̨�ף�ʵ����CAD/CAM�ļ��ɣ�����֧��CAE�����Գ����̣����ģ����ȴ�Ƚ��м����ģ�⣬ȡ����һ���ļ�������Ч�棬�ٽ����ƶ����ҹ�ģ��CAD/CAM�����ķ�չ�����������ҹ���������������ģCAD/CAMϵͳ���˺ܴ�չ����Ҫ�б����������������о���������CAXAϵͳ������������ѧ������ע��ģHSC5.0ϵͳ��CAE�����ȣ���Щ����������Ӧ����ģ�ߵľ����������������Ӧ���Ҽ۸�͵��ص㣬Ϊ��һ���ռ�ģ��CAD/CAM��������������������
ģ���г�������������ƽ�����ϵģ���δ����ģ���г��У�����ģ�߷�չ�ٶȽ���������ģ�ߣ���ģ����ҵ�еı���������ߡ��������Ϲ�ҵ�IJ��Ϸ�չ��������ģ�����Խ��Խ�ߵ�Ҫ���������ģ���ˣ����ܡ����͡����ӡ�����������ģ�ߵķ�չ������������չ�ٶȡ���
�����������չ���ٶ�Ҳ�ȽϿ죬�ڸ���ϳ���ӹ����棬��������ת�ٿɴ�40000r/min -100000r/min�����ٽ����ٶȿɴﵽ30m/min-40m/min�����ٶȿɴ�19������ʱ�����ߵ�1s��2s�������ʹ��������˼ӹ�Ч�ʣ����ɻ��Ra≤0.08μm�ļӹ�����ֲڶȡ����⣬���ɼӹ�Ӳ�ȴ�60HRC ��ģ�飬�γ��˶Ե���μӹ�����ս�����������ӹ��봫ͳ�����ӹ���Ȼ�����������(�ӹ�����ֻ����3��)���ȱ���С���ŵ㡣Ŀǰ��������ߵ����ݻ������ܻ������ɻ�����չ������ϳ����������Ӧ���������ӹ����ա�������н�ͷ����ϡ�
������ģ�������У��������������븨������(CAD/CAM)�����ѵõ�ʮ�ֳɹ���Ӧ�á���ά���ͺ���ǻ�����ؼӹ������ɼ��������������ɵģ�������ȵ�������ģ�ߵ��������ڣ���߹���Ч�ʡ�
�¡������ա�������ȹ�ҵ���������ģ��������������Դ��ڹ�������ˮƽ�����ǵ�һЩ�Ƚ���ģ�߷���ļ��������չ�й��ң������������������ѧϰ���á��������ձ��ͺ���ģ����ˮƽ��ߣ�����������֮���нϴ�IJ�࣬��������Ҳ�����Ծ��˵��ٶȷ�չ�ţ�����֮��Ľ�����ʹ֮��չ���졣
1.3 ���ǰ�ἰ��Ҫ����
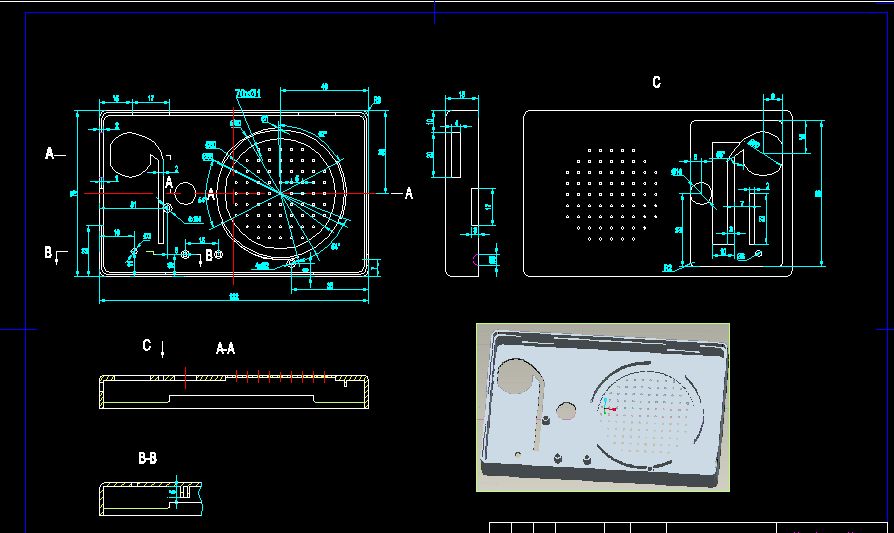
������Ϊ������ǰ��ģ����Ƽ�����ǻ����ӹ����������ʵ�ʣ�����������ǰ����Ʒ��桢ģ����ơ����շ��������ر�̼��ӹ����档���ԭʼ����: 1����Ʒ�ijߴ羫��Ҫ���ȷ���С��0.50����ȷ���С��0.10��2����Ʒ���ϣ�ABS��3����Ʒ����ֲڶȣ�������ʵ����棻4����Ʒ����������5��5����Ʒ����Ҫ������ƹ淶��
������ά��ͼ����Pro/E������Ʒ��ģ���졣PRO/E��һ����Ч����ά��е��ƹ��ߣ��ɻ������⸴����״����������������Ҫ����PRO/E����ƽ�档�䷽���У����졢��ת������ȡ���������Ϊ������ϵͳ����ʹ�ã�����������ʵ�彨ģģ��������ʹ�ã���֧��GB��ANSI��ISO��JIS�ȱ������Ĺ��ܺ�ǿ����Ӧ���빤ҵ��ơ���е��ơ����ܷ��桢��������ݹ����������漰����Ƶ�������ȫ���̡�
������ǻ�ļӹ������Mastercam ��������ӹ���Mastercamϵͳ�У���ǻϳ��������ϳ���͵�λ�ӹ��ĵ���·���뱻�ӹ������ģ�������һ�µġ����������ģ�ͻ�ӹ������ĺ�Mastercam��Ѹ��ȷ���Զ�������Ӧ�ĵ���·��������������ƺͼ��㵶��·����Mastercam�ܼӹ����ӵ�2D��2.5D��������ṩ�����ؼӹ�����Ҫ�����й��ߣ���Ѹ�ٱ��Ƴ����ʿɿ������س����������˹���Ч�ʺͻ��������ʡ�Mastercam�ṩ�����Ƚ��Ĵּӹ�����������ӹ���Ч�ʺ������ߡ�Mastercam���澫�ӹ����ܷḻ��������ּӹ������Բ�����δ��ȥ�IJ��ϣ������ֹ���������Ҫ���ܶ��ʱ��;������������Զ������������ʣ����ϣ�ʹ���ӹ�����ı�����ӹ⻬��
1.4 �������Ҫ������������˼·
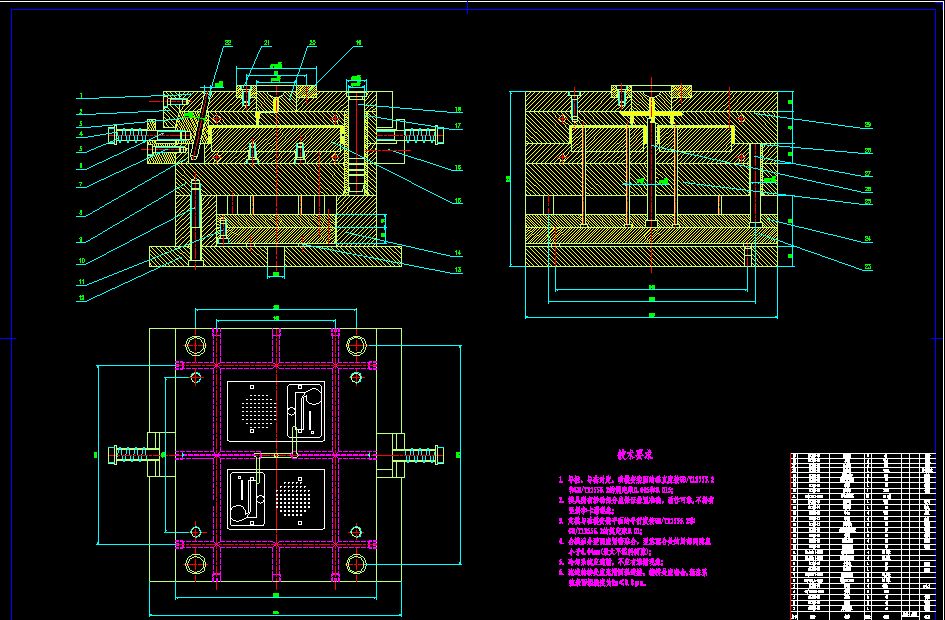
�������Ҫ���������ǰ����Ʒ��桢ģ����ơ����շ��������ر�̼��ӹ����档�������Ҫ����ģ����ǻ��Ŀ��ȷ������ע��ʽ��ѡ��ģ�ߵĶ�������������ģ�弰��ģ��ijߴ�ͺ�ȵ�ȷ��������װ�õ�ѡ���벼�õ����⡣��������������, ������ǰ�ǵIJ����Ҫ���ֹ������ͻ��ƣ�����PRO/E������Ʒ����άʵ��ģ�͡�����ʹ�������;��÷��濼�ǣ���ģ�߲���һģ��ǻ��ѡ�õ㽽�ڣ�����ģ�ߴ�����ֲ�ѡB×L=250×315��ģ�壬���ö�����Ϊ����������Ԫ��
�������˼·��ԭʼ�����ռ�→����Ʒ����ͼ→��άʵ��ģ��→ģ�����→��ǻ���ط���ӹ�
1.5 Ԥ�ڳɹ���ʵ�ʼ�ֵ
����Ƶ�ģ���������乤��״̬������Ҫ��,ʹ��ʱ��ȫ�ɿ�,����ά�ޣ���ע�ܳ���ʱ�н϶̵ij�������,���ͺ��нϳ���ʹ������,���к�����ģ�����칤���ԡ���Ԥ��ʱ���ڿ�����������������Ƶ�������ǰ��ģ�߿�����ģ����������������������ƹ����в�����ǿ�й�ģ�߷����֪ʶ�Լ�������Ӧ�ã�����ʵ���еõ��˸���һ������ߡ�
2 ���巽����֤
�������ģ�ߵ���Ƽ�����ӹ�,��Դ������ʵ�ʡ���Ҫ�������Ϊ: ������ǰ����Ʒ��桢ע��ģ����ơ�ģ����ǻ���շ��������ر�̼��ӹ����档
���Ƚ�����Ʒ�IJ��,��������������,�������α꿨�߲��,���ʱ���ö�β���ȡƽ��ֵ�������ṩ��ע�ܻ��ͺ���XS-ZY-125,����ģ�߳ɱ�����ǻ��Ŀ�Ĺ�ϵ,���ǵ����������;���Ч�棬�����ܼ��ľ��ȵȼ��ȵ�, ����Ʋ�����һģ��ǻ�Ľṹ��֮���ע��������ģ����ģ�߸߶���ע����պϸ߶ȹ�ϵ����ģ�г̵ȷ������У�ˡ�����Ʒ��ǻ���ںܶ��̨���ṹ�൱���ӣ�����ͨ�״��м���͡�������Ʒ�в�ף���˻������б����������ͳ�о��������Բ����о����Ƚ϶̵��������˶��η��ͻ�����о�Ķ��ؽṹ��Ȼ����ƽ�עϵͳ:��עϵͳ���������������������ڡ�����Ѩ����ɡ�����������������ע����������������ͬһ��ֱ���ϡ��������İ뾶����������������������ϵ�����йء������������������Բ�ǹ��ɣ��������Լ�С����ת�����ʱ������������������ƽ��ʽ���У�ȷ���������ϼ�����ͬʱ����ÿ����ǻ�Ľ��Ͽڡ����ڲ��õ㽽��, �㽽�ڵ��ŵ����ڣ������ڳ��ͿǺ����������һ�ֳ����Ľ�����ʽ�����Զ��жϽ������ϡ�����Ѩ�������Ǵ���������ע����������������ͷ������������ǰ�����ϣ��Է�ֹ���Ͻ�����ǻ��Ӱ���Ƽ�����������Ѩ���������������ĩ�ˣ���������������Ķ�ģ�ϣ���ʽ����ʽע��ģ����ֱ���Դ������������ֱ�������������ϵ����롣�ٽ�����ȴϵͳ�����,��ģ����ֱ��������ȴˮ��ͬ��Ӧ��ѭ��ȴϵͳ�����ԭ��ʹ��ȴˮ������������ǻ����;���Χ����ǻ��ʹ��Ʒ�ڳ���������ȴ���ȡ����١�����Ʋ�����ѭ��ʽˮ����Ȼ���ģ�ܽ�����ƣ�ģ����ƺú������ǻ����ӹ���