摘 要: 本次设计的制品为ABS控制器外壳注射模设计,利用Pro/E来完成制品模三唯模型,利用CAD来完成其装配图和零件图。模具采用了侧抽芯,使侧向的筋和肋能更好的脱模。模具结构紧凑、工作可靠、操作方便、运转平稳、冷却效果好、劳动强度低、生产效率高、生产的塑件精度高、生产成本低。本文从型腔数量和布局的确定、注射机选择、流道的设计、模板及其标准件的选用、冷却系统、成型部件的设计等给出了详细的设计过程。
关键字: 塑料 注射模 Pro/E CAD
1塑件成型工艺性分析 1
1.1 软件简介 1
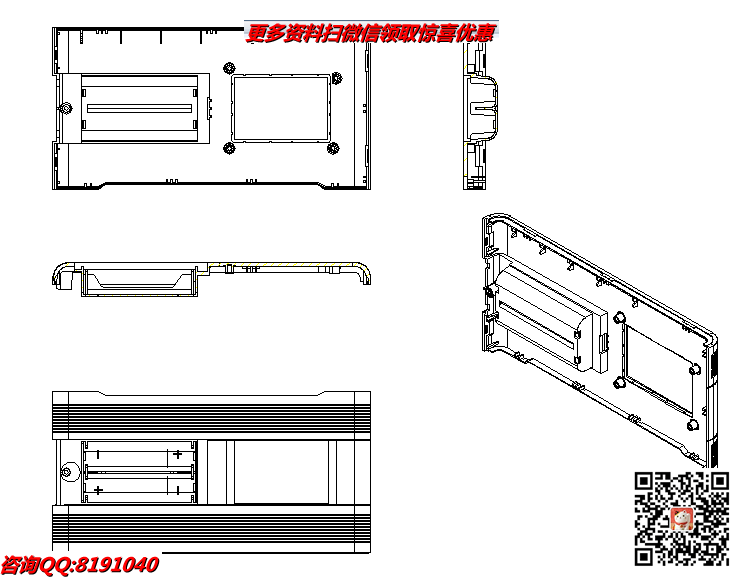
1.2 塑件(某控制器外壳)分析 1
1.3 零件结构特征、塑料的性能、技术要求及结构工艺性的分析 2
1.3.1尺寸及精度 2
1.3.2壁厚 2
1.3.4 脱模斜度 3
1.3.5 圆角 3
1.3.6 粗糙度 3
1.3.7 塑料性能的分析 3
2 模具的设计 5
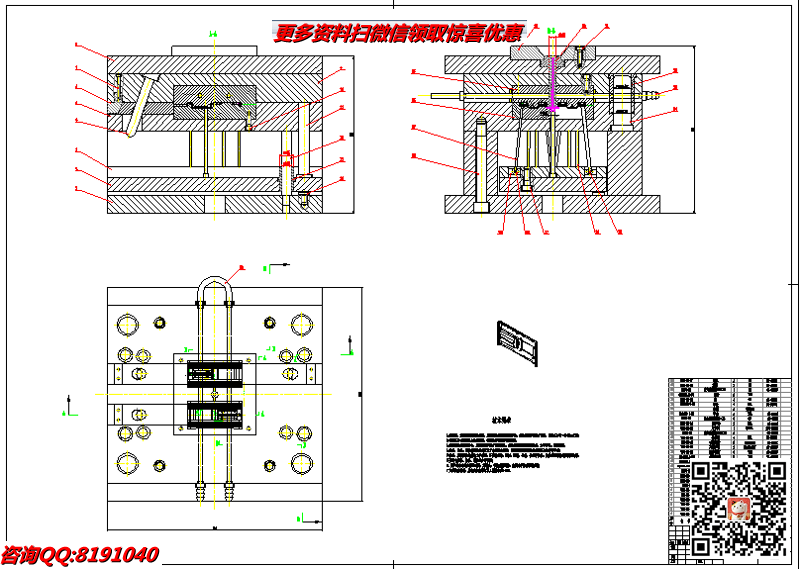
2.1 拟定模具结构形式 5
2.2 确定型腔数量及排列形式 5
2.3 分型面的确定: 6
2.4 注射机型号的确定 6
2.4.1 注射机的选择 6
2.4.2注射成型工艺的参数 6
2.4.3注塑机的校核 7
2.5浇注系统设计 8
2.5.1 浇注系统的设计原则 8
2.5.2 浇注系统的组成 9
2.5.3 浇注系统的作用 9
2.5.4 浇注系统各部件设计 9
2.5.5浇口的设计 11
2.5.6浇注系统的平衡 12
2.5.7 浇注系统凝料体积计算 12
2.5.8 注塑时间的计算 13
2.5.8 排气系统设计 13
2.6成型零件的结构设计和计算 14
2.6.1成型零件钢材的选用 14
2.6.2成型零件工作尺寸计算 15
2.6.3 成型零件强度、刚度的校核 17
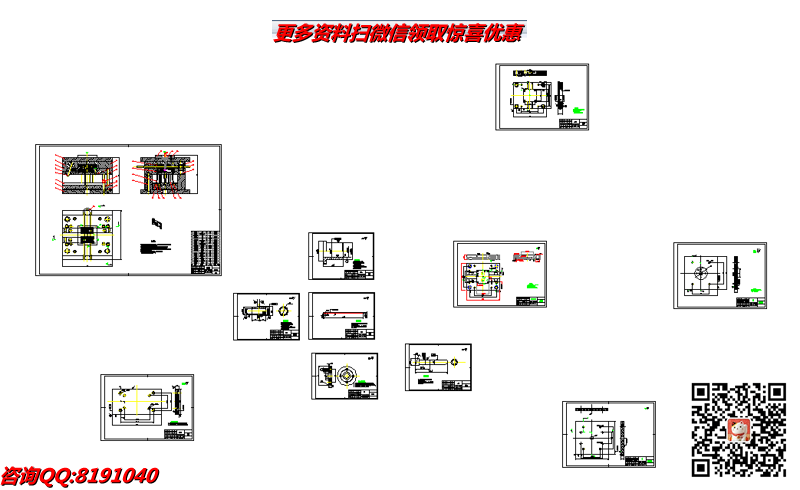
2.7模架的确定和标准件的选用 18
2.8 合模导向机构的设计 19
2.8.1 合模导向零件机构的作用 19
2.8.2 导向机构的设计 19
2.9脱模推出机构的设计 20
2.9.1 推出机构的组成 20
2.9.2 推出机构的分类 20
2.9.3 推出机构的设计原则 20
2.9.4 脱模力的计算 21
2.9.5合模导向机构的设计 22
2.10 侧向分型与抽芯机构的设计 23
2.10.1 侧向抽芯机构的分类及特点 23
2.10.2 本模具的侧抽芯设计 23
2.10.3 斜滑块侧抽芯机构 24
2.11注射模温度调节系统设计 25
2.11.1 冷却系统设计原则 25
2.11.2 冷却系统的简单计算 26
3 模具的试模与修模 28
3.1制品的粘着 28
3.2成型缺陷 28
3.3注射填充不足 28
3.4注射工艺不足 28
4 次品分析 28
5模流分析 28
参考文献 28
塑件尺寸的大小取决于塑料的流动性。在注射成型过程中,流动性差的塑料及薄壁塑件等的尺寸不能设计的过大。大而薄的塑件在塑料尚未充满型腔时已经固化,或勉强能充满但料的前锋已不能很好的熔合而形成冷接缝影响塑件的外观和结构强度。
塑件的尺寸精度是指所获得的塑件尺寸与产品图中尺寸的符合程度,即所获塑件尺寸的准确度。影响塑件的精度的因素很多,首先是模具的制造精度和模具的磨损程度,其次是塑料收缩率的波动以及成型是工艺条件的变化、塑件成型后的时效变化和模具的结构等。因此,塑件的尺寸精度一般不高,应在保证使用要求的前提下尽可能选用低级精度。根据我国目前塑件的成型水平,塑件的尺寸公差可依据SJ1372-78塑料制件公差数值标准确定。该标准将塑件分成8个等级,每种塑料可选其中三个等级,即高精度、一般精度、低级精度。1、2级精度要求较高,一般 不采用。此外,对塑件图上无公差要求的自由尺寸,建议采用标准中的8级精度。对孔类尺寸数值冠以(+);对于轴类尺寸数值冠以(-);对于中心距尺寸几其他位置尺寸可取表中数值之半冠以()号。