���ϣ�ABS
�����ʣ�1.005
��ģб�ȣ�1°
��Ʒ���γߴ磺86x52x26
������һ����
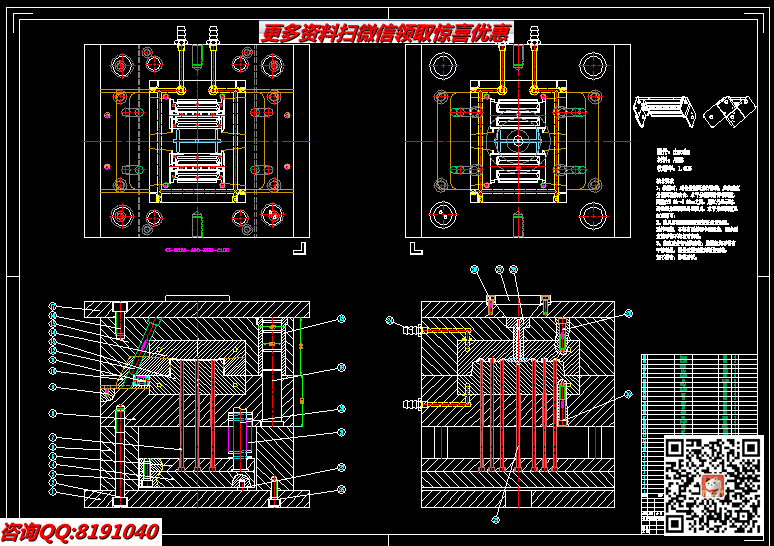
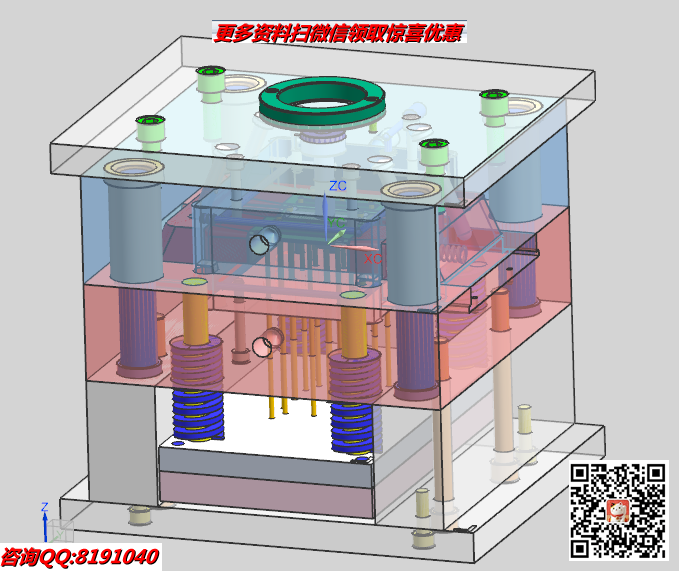
ģ�ܣ���ˮ��ģ�ܣ����ְ壬����ģ
ģ���ͺţ�CI-3030-A90-B80-C100
��ǻCAV�ߴ磺55x150x190
��оCOR�ߴ磺30x150x190
ģ�ܳߴ磺300x350x320
��ģ��϶��1mm
ˮ���ϸ߶ȣ�68mm
��Ʒ�������룺30mm
����Ϊ�������ݣ�3D�������ݲ��õ�����������������Ϊ����ο�����
��Ʒ������12.5g
�ܲ�Ʒ������ 25g
��עϵͳ������10g
ע��������Ϊ��25+10=35g
ģ�͵�ͶӰ��e ��3240 mm^3
����ͶӰ�����300
��ģ������3240x2+300��x1.1x30x0.001=223.74KN=224KN
��עϵͳ���ཽ�ڽ���
����ϵͳ��ǰ��ģ�ʳ��ͣ�����о����
����ϵͳ����������Ȼ�����������϶����
��ȴϵͳ��ǰ��ģ����ͬ������ʽ��ȴˮ·
����ϵͳ�����붥��
��о����:��о���룺2mm�����黬�о��룺10mm��б�����Ƕȣ�23°������Ƕȣ�25°
����������Ʒ��Ҫ���˽��ܼ�����;�������ܼ��Ĺ����ԡ��ߴ羫�ȵȼ���Ҫ��ѡ���ܼ��Ƽ��ߴ硣��ģ�߲���һģ�������ཽ�ڽ��ϣ�������ȴϵͳ��CAD��UG���ƶ�ά��װͼ�����ͼ��ѡ��ģ�ߺ����ļӹ�����������˵���飬ϵͳ�����ü�Ҫ�����֣�������ʾ��ͼ�ͺͼ���ȷ����ܼ����Ӷ�����������ģ����ơ�
�ؼ��ʣ���е��ƣ�ģ����ƣ�CAD���ƶ�άͼ��UG����3Dͼ��ע�����ѡ��
Ŀ ¼
ժ Ҫ I
��1�� ���� 4
1.1 ���ϼ�� 4
1.2 ע�ܳ��ͼ�ע��ģ 4
��2�� ���ϲ��Ϸ��� 6
2��1 ���ϲ��ϵĻ������� 6
��3�� �ܼ��Ĺ��շ��� 7
3��1 �ܼ��Ľṹ��� 7
3��2 �ܼ��ߴ缰���� 8
3��3 �ܼ�����ֲڶ� 8
3��4 �ܼ������������ 9
��4�� ע������շ�����ģ�߽ṹ�ķ�����ȷ�� 10
4��1��ע������չ��̷���[5] 10
4��2 ���������ȷ�� 10
4��3 ��ǻ��Ŀ��ȷ�� 11
4��4 ע�����ѡ���У�� 11
4.4.1 ע������У�� 12
4.4.2 �ܼ��ڷ������ϵ�ͶӰ�������ģ����У�� 12
4��4��3��ģ����ע�����װģ�߲�����سߴ�У�� 12
��5�� ע��ģ�߽ṹ��� 14
5��1 ���������� 14
5��2 ��ǻ�IJ��� 14
5��3 ��עϵͳ����� 15
5��3��1 ��עϵͳ��� 15
5��3��2 ȷ����עϵͳ��ԭ�� 15
5��3��3 ����������� 15
5��3��4 ����������� 17
5��3��5 ���ڵ���� 17
5��3��6 ����Ѩ����� 17
5��4 ע��ģ�����㲿�������[7] 18
5��4��1 �����㲿���ṹ��� 18
5��4��2 �����㲿�������ߴ�ļ��� 19
5��5 �����ṹ��� 20
5��6 ��ģ��������� 20
5��6��1 ��ģ������ѡ��ԭ�� 20
5��6��2 ��ģ�������͵�ѡ�� 20
5��6��3 �Ƹ˻���������� 20
5��7 ע��ģ�¶ȵ���ϵͳ 21
5��7��1 �¶ȵ��ڶ��ܼ�������Ӱ�� 21
5��9 ģ�ܼ�������ѡ�� 22
5��9��1 ģ�ܵ�ѡ�� 22
5.10.�����о��������ѡ�� 24
5.11.б���������о������Ƽ��� 24
5.12.�������� 25
��6�� ģ�߲��ϵ�ѡ�� 28
6��1 �����������ѡ�� 28
6��2 ע��ģ�ø��� 28
�ܽ� 29
��л 31
����� 32
��ģ�����֮ǰ��Ҫ���ܼ��Ĺ���������״�ṹ���ߴ��С�����ȵȼ��ͱ�������Ҫ������ϸ�о��ͷ�����ֻ����������ǡ��ȷ���ܼ���Ʒ�����ģ�߽ṹ��ģ�߾��ȡ�
chaoshu��ͼ��ʾ������ṹ�ͳߴ����ͼֽ�����ܼ��ṹ�еȸ��ӳ̶ȣ���������Ҫ��ϵ͵�ģ�߳ɱ����������ף�����Ҫ�ߡ�
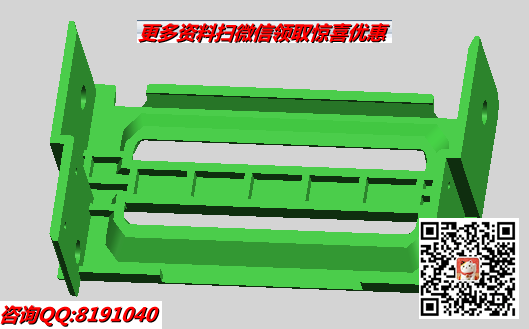
ͼ��1��3D��ͼ
3��1 �ܼ��Ľṹ���
��1������ģб��
����ע����Ʒ����ȴ�����в������������������ģǰ������İ�סģ����о����ǻ��ͻ���IJ��֡�Ϊ�˱�����ģ����ֹ����ģ������������Ʒ���棬����ģ����ƽ�е���Ʒ�������Ӧ����һ������ģб�ȡ���ģб�ȵĴ�С����Ʒ��״���ں��������йء�б�ȹ�С��������ʹ��Ʒ�ߴ����ѣ�������ʹ��Ʒ�������˻����ѣ�б�ȹ���ʱ����Ȼ��ģ���㣬����Ӱ����Ʒ�ߴ羫�ȣ����˷�ԭ���ϡ�ͨ���ܼ�����ģб��Լȡ0.5��1.5����������[1]���ܼ�����ABS����ǻ��ģб��Ϊ0.35��130/����о��ģб��Ϊ30/��1
��2�����ܼ��ıں�
�ܼ��ıں�������Ҫ�ĽṹҪ�أ�������ܼ�ʱ���뿼�ǵ�����֮һ���ܼ��ıں����ע������������м�Ϊ��Ҫ��Ӱ�죬����ע���ģʱ�������������̻�����ʱ����ȴ�ٶȺ�ʱ�䡢�ܼ��ij����������ܼ���ԭ�����Լ�����Ч�ʺ������ɱ�������ء�һ��������ʹ��Ҫ���ǰ���£��ܼ��ıں�Ӧ����С����Ϊ�ں�̫����ʹԭ�����������������ɱ���ߣ�����Ҫ���ǻ��ӻ��ܼ���ģ�ڵ���ȴ�ٶȣ�ʹ���������ӳ���������ײ������ݡ����ס����ݵ�ȱ�ݡ�������ں�̫С��նȲ����ģ��װ�䡢ʹ���лᷢ�����Σ�Ӱ�쵽�ܼ���ʹ�ú�װ���ȷ�ԡ�ѡ��ں�ʱӦ�����ܼ������ں������ȣ��Ա����ܼ����ֲ����������ȳ���ȱ�ݡ��ܼ��ں�һ����1��3����õ���ֵΪ2��3����chaoshu�ں���ȣ���chaoshuҪ�ڹ���ʱ�ܵ������ѹ��.����Щ��Ʒȡ�ܱߺ͵ײ��ں��Ϊ2���ҡ�
3��4 �ܼ������������
��������У��ܼ����������������3D��������UG�����У�ʹ����ģ������֤���ܣ����Բ���ܼ���������ABS���ܶ�Ϊ1.05���������Եó����ܼ���Ʒ�����Ϊ12389.098311898����Ϊ12.5�ˡ�