本文是有关推进架工艺进程的阐明和机床夹具描绘办法的详细论述。工艺描绘是在学习机械制造技能工艺学及机床夹具描绘后,在出产实习的基础上,归纳运用所学关联常识对零件进行加工工艺规程的描绘和机床夹具的描绘,依据零件加工需求拟定出可行的工艺道路和合理的夹具计划,以保证零件的加工质量。
据材料所示,推进架是牛头刨床进给组织中的小零件,其主要作用是把从电动机传来的旋转运动经过偏心轮杠杆使推进架绕其轴心线摇摆,一起拨动棘轮,股动丝杠转变,完成工作台的主动进给。在描绘推进架机械加工工艺进程时要经过查表法精确的断定各表面的总余量及余量公役,合理挑选机床加工设备以及相应的加工刀具,进给量,切削速度、功率,扭矩等用来进步加工精度,保证其加工质量。
一:零件图工艺性剖析
对被加工零件进行工艺剖析,
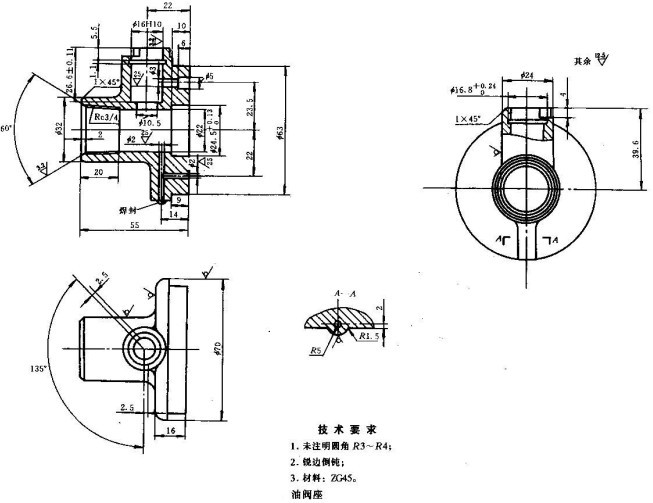
经过对该零件图的从头制作,知原图样的视图正确、完好,尺度、公役及技能需求完全。但24.5的孔要需求精度高要精镗,没有退刀槽,应该加上。由零件图可知,该零件布局简略,但技能需求多,对基准的挑选需求高,零件选用资料ZG45,该资料具有较高的强度,耐性和塑性,切屑功能杰出,布局工艺性好。阀门制作工艺有如下特色: ①阀门毛坯的制作工艺及查验工艺比拟杂乱。 阀门的铸件毛坯是布局叫杂乱的薄壁壳体件。其铸件需求外表光洁、铸字明晰,特别是要有细密的缺点。为了满意上述需求,铸造时应采纳一系列工艺办法,如选用高耐火度的外型资料并操控型砂水份、外型时应分层打实以确保砂型硬度,选用合理的浇帽口体系及严格操控浇注速度和温度等。因为技能需求较高,阀门毛坯的铸造工艺远较通常铸件杂乱。 此外,阀门毛坯除查看尺度,方位精度及外观外,有的还有作金相安排、力学功能、耐腐蚀功能及无损探伤等多种查验,故阀门的查验工艺也较杂乱。 ②机械加工难度大 因为阀门资料的各类繁复,除各种铸铁、碳素钢外,其大多数高强、耐腐蚀和高硬资料的切削功能都很差,很难使零件到达规则的加工精度和外表粗糙度。而阀门密封面的几许型状精度和外表粗糙度的需求很高,因而更增加了阀门机械加工难度。 一起,阀门资料的切削功能差,又给阀门的加工办法、刀具资料、切削用量、工艺配备等方面带来了许多新的疑问。 ③阀门零件在机床上装置比拟艰难 阀门首要零件的布局、形状比拟杂乱,有些零件属壁薄、细长件,刚性差。在机床上加工时,定位和装夹都比拟艰难,因而往往需求杂乱的专用夹具。 有的阀门零件,定位基面的精度较低,外表粗糙度较高,有时乃至选用非加工外表定位。而被加工密封面等部位的精度和外表粗糙度需求都很高,故得难确保加工质量。因而,为满意工艺上的需求,往往须进步定位基面的精度和下降外表粗糙度,或在非加工外表上加工出定位基面,这就增加了阀门制作工艺的杂乱性。
该零件首要加工外表及技能需求剖析:
22作为基准孔,并且孔径小,要钻出,同一道工序加工24、63、3、5、2。一起确保22与3的间隔23.5和22与2的间隔22,还有确保内孔和外圆同轴。
上孔加工确保同轴,并且确保16和右端面的间隔22。上孔的加工基准为右端面。
各段孔之间需求彼此笔直都是通孔。
零件图
二:断定毛坯
2.1 依据零件资料ZG45断定毛坯为铸件,为了确保孔22的加工质量和便于加工,将整个工件铸成全体毛坯,分型面经过22孔中心线,并且笔直16孔的中心线,铸件进行人工时效后,送机加工车间加工,避免工件切开后发作较大的变形。
铸件尺度公役:
因为是中批量生产,毛坯制作选办法选用砂型机器型,由工艺人员手册查得,铸件尺度公役等级为CT10,选择铸件错箱值为1.0 mm。
2.3 铸件机械加工余量
关于批量生产的铸件加工余量由工艺人员手册查得选择MA为G级,各外表的总余量见下表1,由工艺人员手册查得铸件首要尺度见表2。