分析了香水盖外壳塑件的结构特点,叙述了该塑件成型工艺、注射模的结构和工作原理,其原理是:采用定距螺钉和弹簧进行二次分型,用斜导柱外侧抽芯,型芯顶出零件,进料时采用潜伏式浇口进料形式,当开模的时候,用球头拉料杆把浇注系统凝料顶出,然后利用型芯内抽推板推出塑件,合模时用弹簧先复位,然后进行下一次成型开始。提高了生产效率。
关键词:香水盖;注射模;定距螺钉;弹簧;斜导柱;侧抽芯;型芯;球头拉料杆;推板
设计题目和任务书
(一) 设计题目:香水盖子及模具设计
要求:独立完成
(二) 课题内容:
1、 根据香水盖子的使用性能设计其外壳形状与尺寸;
2、 设计香水盖子的注塑模具;
3、 编制模具的主要零件的加工工艺;
4、 编制数控机床加工主型腔的加工程序;
5、 翻译英文资料
(三) 设计要求:
a) 模具装配图用1#或0#图打印;
b) 根据零件的大小不同,零件图用2#、3#、或
4#图打印;
c) 计说明书及英文资料打印装订成册,最后与相
相关资料一起装入档案袋。
(四) 参考资料:
d) 塑料成型技术及模具设计
e) 塑料模具计算机辅助设计
f) 塑料模具设计手册
g) 模具制造工艺学
一、塑件工艺分析
1、塑件材料及其工艺特性分析
聚丙烯(PP)塑料基本特性、成型工艺、用途
1)基本特性
聚丙烯无味、无色、无毒。外观似聚乙烯,但比聚乙烯更透明更轻。密度仅为0.90-0.91g/cm3。它不吸水、光泽好、易着色。
聚丙烯的屈服强度、抗拉、抗压强度和硬度及弹性比聚乙烯好。
定向拉伸后的聚丙烯可制作铰链,其具有特别高的抗弯曲疲劳强度,如用聚丙烯注射成型的一体铰链(盖和本体合一的各种容器),经过7×107次开闭弯折未产生损坏和断裂现象。
聚丙烯的熔点为164~1700C,其耐热性好,能在1000C以上的温度下进行消毒灭菌。聚丙烯耐低温的使用温度可达-150C,在低于-350C时会脆裂。聚丙烯的高频绝缘性能好,而且由于其不吸水,绝缘性能不受湿度的影响。聚丙烯在氧、热、光的作用下极易解聚、老化,所以必须加入防老化剂。
2)成型工艺条件
①结晶性料,吸湿性小,可能发生熔融破裂,长期与热金属接触易发生分解;
②流动性极好,溢边值0.03mm左右;
③聚丙烯热容量大,注射成型模具必须设计能充分进行冷却的冷却回路;冷却速度快,浇注系统及冷却系统应散热缓慢;
④成形收缩范围大,收缩率大,易发生缩孔、凹痕、变形,方向性强;
⑤注意控制成形温度,料温低方向性明显,尤其低温高压时更明显,模具温度低于500C以下塑件不光泽,易产生熔接不良,流痕;90℃以上时易发生翘曲、变形,因此,适宜模温为800C左右,不可低于500C(模具温度将影响塑件光洁度,温度较低则导致光洁度较低);
⑥塑件应壁厚均匀,避免缺口、尖角,以避免应力集中。
⑦注射压力:60~100MPa
3)用途
聚丙烯可用于制作各种机械零件如法兰、接头、泵叶轮、汽车零件和自行车零件;可作水、蒸汽、各种酸碱等的输送管道,化工容器和其他设备的衬里、表面涂层;可制造盖和本体合一的箱壳,各种绝缘零件,并用于医药工业中。
2、塑件结构工艺分析
1) 结构分析
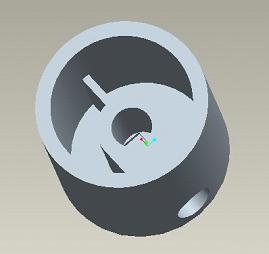
从零件图上分析,该零件总体形状是圆筒形,里面有一个Φ4mm、高7.5mm的小圆筒抽芯和有一个Φ4mm的侧抽芯,还有加强筋,该塑件属于一般复杂程度。如下图1所示
图1 香水盖零件3D图
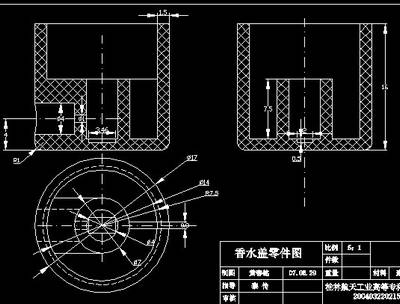
2)尺寸精度分析
该塑件没有什么重要尺寸,尺寸精度为5到6级。由以上分析可见,该零件的尺寸精度为低精度,对应的模具的相关零件的尺寸加工可以保证。
该塑件形状简单,是一个较薄的圆形制品,壁厚最大处为3.5mm,最小壁厚处为0.8mm,壁厚差不多,较均匀,为了便于从成型零件上顺利脱出塑件,塑件的精度为一般精度,即塑件的精度等级是MT3级。
3)表面质量分析
该零件的表面和配合面除要求没有缺陷、毛刺,没有特别的表面质量要求,故比较容易实现。
综上分析可以看出,注射时在工艺参数控制得好的情况下,零件的成型要求可以得到保证.
4)方案
方案一:斜导柱与侧滑快同时安装在定模
方案二: 斜导柱固定在定模、侧滑块安装在动模
经分析,综合考虑各方面的因素,方案一较合理。
二、注射机型号的确定
1、 计算塑件的体积和质量
计算塑件的质量是为了选用注射机及确定型腔参数。经计算塑件的体积为V=1677.19立方毫米,计算塑件的质量,根据《塑料模设计手册》中13页表1-4 常用热塑性塑料成形条件知:PP的密度为p=0.90~0.91 g/cm3
选p=0.90 g/cm3
故塑件的质量为:w=v×p=1677.19×0.90=9.03g
采用一模两件的模具结构,考虑其外形尺寸、注射机所需压力和现有设备等情况,初步选用注射机XS-ZS-22型。
103页 表4-2 常用国产注射机的规格和性能
型号XS-ZS-22(卧式)
螺杆(柱塞)直径(mm) Φ20
注射压力(MPa) 75
锁模力(KN) 50
最大成型面积(c㎡)130
模具厚度 最大 180mm 最小60mm
最大开合模行程(mm)160
喷嘴 球半径(mm)12 孔直径(mm) Φ2
动定模固定板尺寸/mm 250×280
2、塑件注射工艺参数的确定
查《塑料成型工艺与模具设计》47页表3-1各种塑料的注射工艺参数,选用螺杆式注射机各温度为
喷嘴温度:170~190 模具温度:40~80
料筒温度:前段:180~200 中段:200~220
后段:160~170
三、注射模的结构设计
注射模结构设计主要包括;分型面的选择,模具型腔数的确定及型腔的排列方式和冷却水道布局以及浇口位置,模具工作零件的结构设计,推出机构的设计等内容。
1、分型面选择
为了将塑件从闭合的模腔中取出,为了取出浇注系统凝料,或为了满足模具的动作要求,必须将模具的一些面分开,这些可分开的面可统称为分型面。分开型腔取出塑件的面叫型腔分型面。塑件在型腔中的方位选择是否合理,将直接影响模具总体结构的复杂程度。一般应尽量避免与开合模方向垂直或倾斜的侧向分型和抽芯,使模具结构尽可能简单。为此,在选择塑件在型腔中的方位时,要尽量避免与开合模方向垂直或倾斜的方向有侧孔侧凹。
在选择分型面位置时,应注意以下几点:
1) 分型面在塑件外形最大轮廓处;
2) 便于塑件顺利脱模;
3) 保证塑件的精度要求;
4) 满足塑件的外观要求;
5) 便于模具加工制造;
6) 减少塑件在合模分型面上的投影面积,可靠锁模避免涨模溢料现象;
7) 有利于排气;
8) 保证抽心机构顺利抽心。
模具设计中分型面的选择很关键,它决定了模具的结构。应根据分型面选择原则和塑件的成型要求来选择分型面。根据塑件的形状和尺寸,采用平直分型面,分型面的位置和形状如图2所示。
前言2
摘要4
设计题目和任务书..5
绪论6
一、塑件工艺分析..16
二、注射机型号的确定.19
三、注射模的结构设计.20
四、模具设计的有关计算.31
五、注射机有关工艺参数的校核37
六、绘制模具总装配图和非标准零件工作图..43
七、注射模主要零件加工工艺规程的编制..44
八、设计小结..44
谢辞45
参考文献46
侧滑块A3.dwg
定模板A2.dwg
动模板A2.dwg
浇口套形式A4.dwg
零件图A3.dwg
推板A2.dwg
推杆固定板A2.dwg
斜导柱A4.dwg
型腔A3.dwg
型腔排布形式A4.dwg
型芯A3.dwg
装配图A1.dwg
型腔加工工艺卡.doc
型芯加工工艺.doc
修改后的说明书.doc