�����Ľ�����ע����͵Ļ���ԭ�����ر��ǵ�������ע��ģ�ߵĽṹ�빤��ԭ������ע�ܲ�Ʒ����˻��������ԭ������ά����Pro/e���ܼ�����ʱ�����˹����������ö�ά���������ģ�߽ṹ����ϸ������������ע��ģ�߽�עϵͳ���¶ȵ���ϵͳ�Ͷ���ϵͳ����ƹ��̣���ģ��ǿ��Ҫ��������У�ˡ���Ƴ����㲿���Լ���ƺ������Ƴ�����������ƽ�����֤��Ҫ�Ƕ�ע����������Ҫ����������֤������ģ�߱պϺ�ȡ�ģ�߰�װ�ߴ硢ģ�߿�ģ�г̡�ע�������ģ���ȡ�
���Ϲ�ҵ�ǵ����������������Ĺ�ҵ����֮һ����ע��ģ�������з�չ�Ͽ�����࣬��ˣ��о�ע��ģ�߶��˽����ϲ�Ʒ���������̺���߲�Ʒ�����кܴ����塣
ͨ������ƣ����Զ�ע��ģ����һ����������ʶ��ע�����е�ijЩϸ�����⣬�˽�ģ�߽ṹ������ԭ����
�ؼ��� ע��ģ���������������ģ�ߣ�������
�ܼ�������Ϊ������������abs,�������������ƣ������С�����ڵ�ѡ��������ģ�DZ���Ƶ��ѵ㡣
2.2 ABS��������
��ϩ��-����ϩ-����ϩ������ABS��֬��ɫ���ɫ�������DZ�ϩ��-����ϩ-����ϩ�������ϩ��ʹ�ۺ������ͣ����ȣ��ͻ�ѧ��ʴ������ϩʹ�ۺ��������Խ�����ԣ����ԣ�����ϩ����ۺ������õĸ��Ժͼӹ������ԡ����ABS��֬����ͻ������ѧ���ܺ����õ��ۺ����ܡ�ͬʱ������ʪ��ǿ����ԭ��Ҫ��������ܼ��ߴ��ȶ��Ժã��ܼ�������ƫ�����ģб�ȡ�
2.2.1 һ������
1.ABS�����Ϊ����������ɫ�����ϣ�����Ʒ���ųɸ�����ɫ��������90%�ĸ߹���ȡ�ABS������ܶ�Ϊ1.05����ˮ�ʵ͡�ABSͬ�������ϵĽ���Ժã����ڱ���ӡˢ��Ϳ��ͶƲ㴦����ABS����ָ��Ϊ18.2������ȼ�ۺ������ʻ�ɫ���к��̣��ս��������䣬��������������ζ��
2.��ѧ���� ABS����������ѧ���ܣ�����ǿ�ȼ��ã������ڼ��͵��¶���ʹ�á���ʹABS��Ʒ���ƻ���Ҳֻ���������ƻ��������dz���ƻ���ABS����ĥ�����������ߴ��ȶ��Ժã��־��������ԣ��������е��غɺ�ת���µ���С�ABS������Ա�PSF��PC����PA��POMС��ABS������ǿ�Ⱥ�ѹ��ǿ���������нϲ�ġ�ABS����ѧ�������¶ȵ�Ӱ��ϴ�
3��ѧ���� ABS���ȱ����¶�Ϊ93��-118�棬��Ʒ���˻��������10�����ҡ�ABS�ڣ�40��ʱ���ܱ��ֳ�һ�������ԣ����ڣ�40��-100����¶ȷ�Χ��ʹ�á�
4��ѧ���� ABS�ĵ��Ե�ԽϺã����Ҽ��������¶ȡ�ʪ�Ⱥ�Ƶ�ʵ�Ӱ�죬���ڴ����������ʹ�á�
5�������� ABS����ˮ�����Ρ���������Ӱ�죬��������ͪ�ࡢȩ�༰�ȴ������ܱ����ᡢֲ���͵���ʴ�����Ӧ�����ѡ�ABS���ͺ��Բ�������ߵ��������ײ������⣬���ڻ��������ǿ���½�һ�롣
2.2.2 ABS���ϵij��ͼӹ�����
1������ ABSͬPSһ����һ�ּӹ��������������������ϣ�����ͨ�õļӹ������ӹ���ABS����������Ա�PVC��PC�ã�����PE��PA��PS���POM��HIPS���ơ�ABS��������������ţ�����壬������ճ����ӹ��¶Ⱥͼ������ʶ��й�ϵ�����Լ������ʸ�Ϊ���С�
2�ȶ���ABS�����ȶ��Ժã����׳����Ƚ�������ABS����ˮ�Խϸߣ��ӹ�ǰӦ���и��ﴦ����һ����Ʒ�ĸ�������Ϊ80��-85�棬2-4Сʱ��������Ҫ�����Ʒ�����ƣ�������70��-80�棬10-18Сʱ��
ABS��Ʒ�ڼӹ����ײ�����Ӧ������Ӧ��̫�����Ʒ��Ӧ�����Ѿ��Խ�ֹ��Ӧ�����˻��������巽������Ʒ����70��-80����ȷ�ѭ����������2-4Сʱ������ȴ�����¼��ɡ�
ABS����ע�ܡ�������ѹ�ӡ����ܼ����ܵȷ������ͣ�����ע�ܷ���㣬��������֮��
2.2.3 ABS������Ҫ������ָ��ע
�ܶ� (Kg.dm-3) 1.13——1.14
������ % 0.3~0.8
�� �� �� 130~160
�ȱ����¶� 45N/cm 65~98
����ǿ�� Mpa 80
����ǿ�� MPa 35~49
���쵯��ģ�� GPa 1.8
��������ģ�� Gpa 1.4
ѹ��ǿ�� Mpa 18~39
ȱ�ڳ��ǿ�� kJ/�O 11~20
Ӳ �� HR R62~86 Proe
�������ϵ�� Ωcm 1013
������ѹ Kv.mm-1 15
��糣�� 60Hz 3.7
2.2.4 ABS��ע������ղ���
ע�ܻ����ͣ� �ݸ�ʽ
������ʽ�� ͨ��ʽ
��Ͳ���� 150——170��
��Ͳ���� 180——230��
��Ͳǰ�� 210——240��
�����¶� 220——240��
ģ���¶� 50——70��
ע��ѹ�� 60——100 Mpa
��ѹ 40——60 Mpa
ע��ʱ�� 2——5S
��ѹʱ�� 5——10S
��ȴʱ�� 5——15S
���� 15——30S
���� �����ߺ���
�¶� ��70����
ʱ�� ��0.3——1��
��Ϊ��Ҫ������ΪĿǰԭ�ͼ۸���½�������ABS���г��۸����ȵ��µ���
2.3ѹ��
ע�����ʱ��Ҫѡ������Ƶ�ѹ������ע��ѹ������ѹ���ͱ�ѹ�������У�ע��ѹ����ע���ٶ��ศ��ɣ�����������������ͺ�ģ���о��������ã���ѹ���ͱ�ѹʱ��������أ���ҪӰ��ģǻѹ���Լ����յij�����������ѹ���Ĵ�СӰ�����ϵ��ܻ����̡��ܻ�Ч�����ܻ������������ݸ�ת���йء�ABS��ע��ѹ��Ϊ100~130MPa����ѹ��Ϊ40~60MPa��
2.4 �ܼ����ȵȼ�
�ܼ��ijߴ羫���Ǿ����ܼ�������������Ҫ����Ȼ�����������ܼ�ʹ��Ҫ���ǰ���£����ʱ���Ǿ�������ߴ羫�ȷŵ�һЩ���Ա㽵��ģ�ߵļӹ��ѶȺ�����ɱ������ܼ��ľ���Ҫ��Ҫ�������������װ�������ȷ���ߴ繫�
������ܼ������Ǹ����ܼ���Ʒ�ߴ繫�����GB/T1446-1993) ѡȡ�ܼ����ȵȼ�ΪMT5��
2.5 ������
���¶��ܼ��IJ��Ϻ����ܽ����˾���ķ��������������ղ�����ʹ������ָ��ͳ����������������Ϻ�ģ�߽ṹ���ܼ������ʵ�Ӱ�졣
Ŀ¼
ժҪ I
Abstract II
��1�� �� �� 1
1.1ģ�߹�ҵ�ڹ����еĵ�λ 1
1.2����ģ�ߵķ��� 1
1.3 �ҹ�ģ��������״����չ���� 1
1.4 �ҹ�ģ�ߵ���״����չ���� 2
1.5 ����ģ�ߵķ�չ״�� 3
1.6 ������ 3
��2�� ע�ܳ����� 4
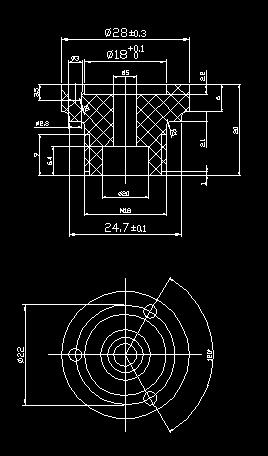
2.1�ܼ�ͼ���� 4
2.2 ABS�������� 4
2.2.1 һ������ 5
2.2.2 ABS���ϵij��ͼӹ����� 5
2.2.3 ABS������Ҫ������ָ��ע 6
2.2.4 ABS��ע������ղ��� 6
2.3ѹ�� 7
2.4 �ܼ����ȵȼ� 7
2.5 ������ 7
��3�� ע�����ѡ�� 8
3.1��ǻ������ȷ�� 8
3.2ע�����ѡ�� 8
3.2.1�������ע����ѡ��ע��� 8
3.2.2 ȷ��ע����ͺ� 9
3.2.3 ��ǻ����У�� 9
3.2.4 �ܼ��ڷ������ϵ�ͶӰ���У�� 10
3.2.5 ��ģ��У�� 10
3.2.6 ע��ѹ��У�� 11
3.2.7 ��ģ�г̵�У�� 11
3.2.8 ע������ģ�г���ģ�ߺ�ȵ�У�� 11
3.3 ������ 12
��4�� ��עϵͳ����� 13
4.1��λȦ�ߴ� 13
4.2 ��Ʒ����λ�ü��������ѡ�� 13
4.3 ��עϵͳ����� 14
4.3.1 ��עϵͳ���ԭ�� 14
4.3.2 �����������ԭ�� 15
4.3.3 �������ijߴ���� 15
4.3.4 ����������� 17
4.3.5 �������IJ��� 17
4.3.6 ����Ѩ����� 17
4.3.7 ���ڵ����� 18
4.3.8 ���ڵ������Ҫ��ѭ���»������ԭ�� 18
4.3.9 ���ڳߴ�ļ��� 18
4.4 ������ 19
��5�� �����㲿������� 20
5.1 �ܼ��ߴ羫�ȵ�Ӱ������ 20
5.2 �����㲿�������ߴ���� 20
5.2.1 ��ģֱ������ 20
5.2.2 ��ģ��ȼ��� 22
5.2.3 ģֱ������ 22
5.2.4 ����о���ľ� 23
5.3 ��ǻ�ں��У�� 23
5.3.1��ǻ��ں�ȼ��� 23
5.3.2 �װ��ȼ��� 24
5.4 ������ 24
��6�� �������� 25
6.1 ����������������� 25
6.2 �������� 25
6.2.1 �������� 25
6.2.2 ������Ƕ�ȷ�� 25
6.2.3 ��� 25
6.2.4 ����������� 26
6.2.5 ��о���ļ��� 26
6.2.6 ��������� 26
6.2.7 б�����ij��ȼ��� 27
6.3 ������ 27
��7�� ģ�߽ṹ������� 28
7.1 ģ���ѡȡ 28
7.2 �����붨λ��������ʽ 28
7.2.1 �����ṹ��ʽ 28
7.2.2 ���Ľṹ��ʽ 29
7.3 ������ 29
��8�� �Ƴ���������� 30
8.1 �Ƴ����������ԭ�� 30
8.2 ��ģ���ļ��� 30
8.2.1 ��ģ������Դ 30
8.2.2 ��ģ���ķ��� 30
8.2.3 ��б�ȱ���ԲͲ��Ʒ��ģ������ 31
8.3 ������ 31
��9�� ��ȴϵͳ����� 32
9.1 ģ���¶ȶ���Ʒ���ȵ�Ӱ�� 32
9.2 ��ȴˮ���ļ��� 32
9.2.1 �ܼ���ģ�¶�ʱ����Ҫ����ȴʱ�� 32
9.2.2 ��ȴˮ��������� 33
9.2.3 ��ȴˮ�ڹܵ��ڵ����� 34
9.2.4 ��ȴ�ܵ��ױ�����ȴ����֮��Ĵ���Ĥϵ�� 34
9.2.5 ������� 34
9.2.6 ˮ������ 35
9.2.7 ��о����ȴ 35
9.3 ������ 35
�ܽ� 36
��л 37
����� 38