���Ϲ�ҵ�ǵ����������������Ĺ�ҵ����֮һ����ע��ģ�������з�չ�Ͽ�����࣬��ˣ��о�ע��ģ�߶��˽����ϲ�Ʒ���������̺���߲�Ʒ�����кܴ����塣
�����Ľ�����Բ��ע��ģע����͵Ļ���ԭ�����Լ�ģ�߲���˫������Ľṹ�빤��ԭ��������ע�ܲ�Ʒ����˻��������ԭ��������ģ����ƹ����У��漰�����ܼ��Ľṹ��ơ�ע�ܻ���ģ�ܵ�ѡ��ע�ܻ���һЩ��Ҫ���ղ�����У�ˣ�����ϸ������ģ������еķ�������ơ���עϵͳ��ơ����������ơ�����������ƺ���ȴϵͳ��ƣ�������ģ��װ��ͼ�������ģ��װ�䲽��ȡ�
�ؼ��ʡ�ģ����ƣ�ע��ģ�����������װ�䣻������
�ܼ��ṹ
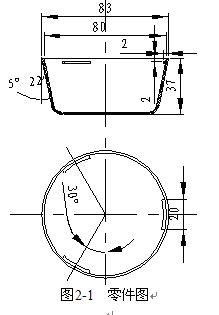
�������������ͼ��ͼ2-1��ʾ����ϸ�ṹ�ɲο����ͼֽ����������:��Ʒ�������������λ�ת�壬�ϵ���������Բ�����ӣ���Ʒ�ڿ��в���������20mmͻ��ṹ��
ͼ2-1�����ͼ
2.3.2���ں�
һ��˵�����ܼ��ĺ��Խ���Խ�������Ʒ��ǿ�Ⱥնȵ�����Ҫ���Ǵ��ܼ��ij����̿������ܼ��ıں�Խ����ȴ��ʱ���Խ���������ܼ��ij������ھ�Ҫ�ӳ�������������ijɱ���������������Ч�ʣ�ͬʱ���ܼ��ıں�Խ�������ʾ���������ʹ�ò�Ʒ�ijߴ粻�ȶ������ӣ������˲�Ʒ����������˲�Ʒ�ĺ�ȱ�������У����ݲ��ϵĵ����ԣ�������ص����ϣ����PS��Ʒ�ıں�ͨ��Ϊ1��1.2��1.5��2mm��������Ƹ������ܼ��ıں�Ϊ2mm�����������Ҫ��
2.3.3����ģб��
�����ܼ�����ʱ��ȴ�����в���������ʹ�������ģ����о�ϣ�Ϊ�˱�����ģ����ֹ����ģ������������ܼ���ʹ�������������ģ����ƽ�е��ܼ��ڣ�����涼Ӧ���к�����б�ȡ�������PS����ģб���Ƽ�ֵ:�Ƽ��������Ƽ��ڱ���35′~1.35°��30′~1°��PS���Դ࣬��ѧǿ�Ȳ������ϵ���������������Ϊ0.5~0.8����Ϊ��ʹ�Ƽ�˳����ģ��ģ��б��Ӧ������1°~2°��
2.3.4�����ϵ�������
�����ȷ��Ϊ0.5~0.8����������в���0.65����
2.4���ܼ��ijߴ羫�ȼ���������
�����ܼ�����;���ṹ������ɱ�ȷ���ܼ��ijߴ羫�ȼ�����������
2.4.1���ߴ羫��
�ܼ��ijߴ羫���Ǿ����ܼ�������������Ҫ����Ȼ�����������ܼ�ʹ��Ҫ���ǰ���£����ʱ���Ǿ�������ߴ羫�ȷŵ�һЩ���Ա㽵��ģ�ߵļӹ��ѶȺ�����ɱ������ܼ��ľ���Ҫ��Ҫ�������������װ�������ȷ���ߴ繫����ܼ���һ������Ʒ�����Ծ���Ҫ��Ϊһ�㾫�ȼ��ɣ���������Ҫ��֤�������ıպϣ������ڰ��ۺ���λ��Ӧ�öԾ���Ҫ���Щ������Ҫ�й������Ҫ��Ӧѡ��߾��ȡ����ݾ��ȵȼ�ѡ�ñ���PS�ĸ߾���Ϊ3����һ�㾫��Ϊ4�����;���Ϊ5�������ܼ�Ϊһ���Ƽ������Ա���Ʋ���4�����ȡ�
2.4.2���ܼ��ı�������
����������һ���൱��ĸ�������۵ļ�����״�ͱ���������-��ѧ���������漼��ָ�꣬�����ǵ����ı���ֲڶ����⡣�ܼ��ı���ȱ���������е�����ָ�꣬����ȱ�ϣ�������ɱߣ��������������ף������ȡ�ģ�ߵ�ǻ�ڱ���ֲڶ����ܼ�����ֲڶȵľ��������أ�ͨ��Ҫ���ܼ��߳�һ���ȼ������ܼ�Ҫ����������ϸߣ����ԶԴֲڶȵ�Ҫ��Ƚϸߣ������PS˳��·����ı���ֲڶ�Ϊ0.02 m����ֱ��·����ı���ֲڶ�Ϊ0.26 m��
2.5��������
������Ҫ���������Ƽ������ԭ����ѡ���ϵ�ע������ա�ѡ��ʱҪ�����������ܺͳɱ��������ܼ��ṹ����;ȷ���ߴ羫�Ⱥͱ��������������dz��ͻ���ܼ��Ľṹ����״���ߴ羫�ȵ�������Ҫ���Ա㽵��ģ�߽ṹ�ĸ��ӳ̶Ⱥ������Ѷȣ���֤���������������IJ�Ʒ��
��3�¡�ע�����ѡ��
3.1��ע�ܳ���������
ע�ܳ�����������Ҫ��ע�ܳ��͵��¶ȡ�ע�ܳ��͵�ѹ����ע�ܳ��͵�ʱ�����˵����
3.1.1���¶�
ע�ܳ���������Ҫ���Ƶ��¶�����Ͳ�¶ȣ������¶Ⱥ�ģ���¶ȵȡ������¶�ͨ����������Ͳ������¶ȣ��Է�ֹ������ֱͨʽ����ڷ���“��������”��ģ���¶�һ��ͨ����ȴϵͳ�����ƣ�Ϊ�˱�֤�Ƽ��нϸߵ���״�ͳߴ羫�ȣ�Ӧ�����Ƽ���ģ�����ϴ���������Σ�ģ���¶ȱ���������ϵ��ȱ����¶ȡ�PS�����¶ȵľ����������3-1��ʾ��
Ŀ����¼
ժ����Ҫ I
Abstract II
��1�¡����� 1
1.1�����ⱳ�������� 1
1.2��ģ�߹�ҵ�ڹ����еĵ�λ 1
1.4��ģ����δ���ķ�չ���� 2
1.5��������� 3
��2�¡�ע�ܼ������ 5
2.1������ѡ�� 5
2.2���ܼ����Ϲ����Է��� 5
2.2.1���۱���ϩ�Ļ������� 5
2.2.2�������ص� 5
2.3���ṹ��� 5
2.3.1���ܼ��ṹ 6
2.3.2���ں� 6
2.3.3����ģб�� 6
2.4���ܼ��ijߴ羫�ȼ��������� 7
2.4.1���ߴ羫�� 7
2.4.2���ܼ��ı������� 7
2.5�������� 7
��3�¡�ע�����ѡ�� 8
3.1��ע�ܳ��������� 8
3.2��ע�ܻ���� 9
3.3��ѡ��ע�ܻ� 10
3.4��ע�ܻ���Ҫ����У�� 11
3.4.1��ע������У�� 11
3.4.2��ע��ѹ��У�� 11
3.4.3����ģ��У�� 12
3.4.4����ģ�г�У�� 12
3.5�������� 13
��4�¡�ģ����� 14
4.1���������ȷ�� 14
4.2����ǻ��Ŀ��ȷ�� 14
4.3����עϵͳ��� 14
4.3.1����������� 14
4.3.2������ 15
4.4��ģ�ܵ�ѡ�� 15
4.5����ǻ����� 17
4.6�������붨λ���� 19
4.7������������������ 20
4.7.1������������������� 20
4.7.2����о��S�ļ��� 22
4.7.3��������ʽ 22
4.7.4��������� 22
4.8����ȴϵͳ��� 22
4.8.1����ȴ�ܵ��Ĺ��ռ��� 22
4.8.2 ��ȴˮ���Ľṹ��� 24
(1) ��ȴ��ʽ 24
4.9�������� 25
��5�¡�ģ�ߵ�װ��ͼ�Ͳ�װͼ 26
5.1��װ��ͼ 26
5.2����װͼ 27
���� 28
��л 29
����� 30
��¼�� 31
��¼2 32