论文22页,10000余字,图纸16张
目录
一、 引言……………………………………………………3
二、 方案论证及工作原理…………………………………5
2.1、 电磁炉的工作原理及其优点…………………… 5
2.2、 方案论证………………………………………… 5
2.3、 小车输料装置的结构简图及工作原理………… 6
三、机架的设计计算………………………………………… 8
3.1、输料小车沿着导轨爬升阶段……………………… 8
3.2、输料车到达顶点的强度计算……………………… 12
3.3、即将倒铁水时,悬臂梁的受力…………………… 13
3.4、滑轮轴组所在角钢悬梁的强度校核……………… 15
3.5、校核支架的稳定性问题…………………………… 16
四、滑轮轴的设计计算……………………………………… 18
五、谢辞……………………………………………………… 21
六、参考文献………………………………………………… 22
摘要:
本课题研究5吨电磁炉的输料装置,要求每次输料2.5吨,两次加料。由于输料次数过多会影响电磁炉氩气保护效果,引起铸铁氧化,减少加料次数就要求每次加料重量增加,牵引电机功率增大,本设计在分析了国内外电磁炉发展现状的基础上具体分析了厂家的要求和实际情况,优化设计了适合5T电磁炉输料装置的关键部件,确立了主要的工作部件的参数选择,主要包括支架,导料槽,导轨,输料车,料箱等的设计,以及卷扬机的选型。其中导轨有左导轨和右导轨,小车具有自动翻转功能,轨道轨迹的变化应能满足小车翻转的需求。根据要求,设计出了满足厂家要求的完整的总装配图,部件图和零件图,以及设计过程的计算和相关的技术资料。
关键词:电磁炉,导料槽,料箱
ABSTRACT:
This topic research 5 ton electromagnetic oven loses the material installment, the request each time loses the material2.5The ton, two time feeds in raw material. Because loses the material number of times excessively to be many can affect the electromagnetic oven argon protection effect, causes the cast iron oxidation, reduces feeds in raw material the number of times each time to feed in raw material on the request the weight increase, tows electrical machinery power boosting, this design in analyzed in the domestic and foreign electromagnetic ovens development present situation foundation to analyze the factory request and the actual situation specifically, the optimization designed has suited5TThe electromagnetic oven loses the material installment the key component, has established the main working part parameter choice, mainly includes the support, leads the material trough, the guide rail, loses the skip, the feed box and so on the design, as well as hoist shaping. Guide rail has the left guide rail and the right guide rail, the car has the automatic turn over function, the track path change ought to be able to meet the need which the car turns over. According to requested, to design has satisfied the factory request the integrity assembly drawing, the part chart and the detail drawing, as well as design process computation and correlation technical data.
Key word: Electromagnetic oven, Leads the material trough, Feed box
一、引言
钢铁产品是人类社会最主要的结构材料和产量最大、覆盖面最广的功能材料,钢铁材料的出现,使以蒸汽机为代表的第一次工业革命得以实现。钢铁素有“工业粮食”之称,是工业化时期的标志性材料,在各国工业化时期,钢铁工业是基础产业,在国民经济中有极其重要的地位。美国之所以能成为世界的超级大国,原因之一就在于美国钢铁工业发展很快,为其工业化提供了强大的支撑。1870年,美国钢铁产量只有7万吨。1880年,在欧洲钢铁技术基础上建成自己的钢铁生产技术体系。1889年,美国的一流技术使钢铁产量超过欧洲,达到100万吨,居世界第一位。从美国、日本、英国、前苏联等国工业化的历程分析,工业化过程需要大量的钢铁产品作为支撑。从1901年到2000年,各国的钢材消费总量分别为:美国71亿吨、日本38亿吨、前苏联56亿吨,而我国同期仅为19亿吨。国家提出在2020年基本实现我国的工业化,这就意味着工业化实施进度提前了10年左右时间,因此,必然要求国民经济提速,导致钢材需求强度加大。特别是我国正在向“世界制造中心”的目标迈进,一些大量消费钢材的技术密集型产品,包括汽车、造船、电力设备、重型机械、精密机械等行业都会加大出口量,这将进一步增加国内的钢材需求量。我国是钢铁生产大国,自1996年钢产量超过1亿吨开始,已连续7年钢产量位居世界首位。国民经济各部门和国防建设所需的绝大多数钢铁产品均可立足国内生产,钢铁工业的整体实力大大增强。但我国钢铁工业在技术水平、产品结构、企业组织结构及清洁生产水平等诸多方面与国外发达国家钢铁工业尚有较大差距。所以说,我国是钢铁大国,但还不是钢铁强国。从2001年以来,我国钢铁工业已经步入了高增长期,到2003年已连续3年实现钢产量持续高增长。2001年~2003年,我国钢产量每年比上年的增长率分别为15.8%、20.67%和21%。我国钢产量从1996年突破1亿吨以后,到2003年已连续8年居世界各产钢国的第一位,这是钢铁大国的重要标志。
同时我们也必须看到,我们距离钢铁强国仍有差距。首先,我国钢铁企业规模结构不够合理。一是大企业少,中小企业多;二是主体设备中小型化,在一定程度上限制了先进技术和工艺的采用。和世界上工业发达国家相比,虽然我国钢产量世界第一,但大部分都是由中小设备的产量叠加形成的,而不是由少数大型化设备通过大批量生产形成的。这种钢铁企业集中度和布局基础本来就很不合理,国家曾出台一些相关政策,通过结构调整逐步加以解决。但近几年由于小钢厂发展过快,造成钢铁工业产业集中度明显下降。据初步统计,年产300万吨以上的钢铁企业的钢产量占全国产钢总量的比重,由2000年的51.89%连续下降到2001年的46.63%、2003年的44.43%。而50万吨以下小钢铁厂的钢产量占全国的比重由14.42%上升到2001年的16.06%和2003年的16.12%。其次,我国钢材品种结构仍不够合理。一是板管比偏低。2003年,我国生产钢材的板管比为41.5%(含重复材),而市场需求的板管比达到48.6%(含重复材),相差7个百分点。如果与世界钢材品种状况相比差距就更大。2000年全世界消费的钢材平均板管比已达57.5%,其中发达国家大部分在60%以上。最近几年,我国虽然加大了结构调整力度,热板连轧机发展较快,但总量发展更快,因此板管比无明显变化。另外,建设的热板轧机多以薄板坯连铸连轧为重点,其产品无法占领高端市场,造成高附加值产品进口越来越多。二是过剩与短缺并存。一方面型线材生产能力供大于求,另一方面高技术含量、高附加值钢材因生产能力不足或产品质量不能满足要求,需要进口解决。三是我国钢铁工业中仍然存在落后的工艺设备和产品。据有关专家分析,在钢材生产能力中,属于应当淘汰的落后生产能力就有3000多万吨。 据《中国钢铁工业年鉴》统计,到1995年为止,中国共有高炉3228座,但估计其中大部分是小型企业所拥有的容量在100立方米以下的小型高炉。这些小型高炉大部分是从20世纪50年代末“大跃进”时期到60年代这一段时间内建造的,其生产效率低,环境污染严重。从大中型重点企业情况来看,到2000年为止,这些企业共拥有高炉243座。在大型高炉方面,上海宝山钢铁的第3号高炉的容积为4350立方米,是国内最大的高炉,其次是该公司的第1和第2号高炉,容积为4063立方米,接下来是武汉钢铁的第3号高炉,容积主3200立方米,之后是容积为2000立方米的高炉11座以及容积为1000立方米的高炉28座,剩下的均为1000立方米以下的高炉。 在炼钢设备方面,到2000年为止,重点企业共拥有转炉212台、电炉204台、平炉9台。中国在真正意义上将LD转炉引入国内的时间是在20世纪70年代中期,之后迅速地在大中型企业中得到了普及,成为冶炼钢铁的主要设备。在上述212台转炉当中,每次装料在100吨以上的大型转炉共有27台。与小型高炉一样,中国大多数的钢铁企业用的都是电炉,到1995年为止共有3380台电炉。与西方的钢铁强国相比,我国的大型钢铁企业少,大型设备少而且比较落后,因此我们迫切需要引进先进的炼钢设备,淘汰落后的设备。走可持续发展道路,已作为我国的一项基本国策。钢铁工业是资源、能源的消耗大户,同时也是污染物的排放大户。在这些指标上,我们与世界先进水平相比还存在着较大差距。
此外,我国是能源相对紧缺的国家。我国人均能源消费量仅为世界平均水平的一半,但产值能耗比世界平均水平高两倍。我国仍然是世界上产值能耗最高的国家之一,节能任务十分艰巨。国家经贸委提供的数据显示,自1990年以来,我国共节约和少用能源9亿吨标准煤,相当于减排二氧化硫1800万吨、二氧化碳3.9亿吨。
不过,我国能源利用与世界先进水平相比还有很大差距。我国炼钢设备多,能耗大,设备陈旧,目前节约增效的潜力仍然十分巨大,我国能源利用效率比发达国家约低10个百分点,主要工业行业产品能耗比国际先进水平则要高出40%。
科技部石定寰秘书长指出,中国是世界上两个最大的能源消费国之一,也是世界上最大的燃煤国家。伴随我国国民经济的快速发展,我们正面临着能源与环境方面的许多问题和挑战。境污染已成为我们国家,特别是城市经济和社会发展的严重障碍。
节能也将带来巨大的经济效益。有调查表明,我国工业产品原材料、能源的消耗占企业生产成本的75%左右。如果消耗指标降低1个百分点,就能取得100多亿元的效益。
我国能源紧张的现状 2003年,我国一次能源生产总量为16.03亿吨标准煤,比上年增长11.0%,但能源生产的高速增长仍然不能满足需要。
2003年,我国煤炭生产量达16.67亿吨,而煤炭供应仍呈现局部紧张局面,特别是部分电厂发电用煤告急。
2003年,我国原油产量1.7亿吨,进口原油和成品油1亿多吨,但一些地方仍出现柴油等成品油短缺现象,2003年全国累计发电量19107.6亿千瓦时,同比增长15.5%,全国6000千瓦以上发电设备平均利用小时数比上年增加390小时,可全国还有20多个省份发生了不同程度的拉闸限电。
总之,我国的钢铁工业存在着设备落后,低端产品占大多数,产品档次低,高附加值产品少,而且能耗大等主要问题。解决上述问题的有力措施之一是淘汰落后的炼钢设备,引进先进的技术和设备。电磁炉作为熔化铸铁的设备最近几年有了很大的发展,其优点是清洁,污染低,氧化率低,得到很多厂家的青睐。目前国外利用电磁炉熔化铸铁已经取得了广泛的应用,但国内刚刚起步,由于进口设备价格昂贵,许多厂家开始消化吸收这种技术。
二、方案论证及工作原理
2.1、电磁炉的工作原理及其优点
电磁炉是采用磁场感应涡流(EDDYCURRENT)加热原理。它利用电流通过线圈产生磁场,当磁场内之磁力线通过铁质炉的底部时,即产生无数的小涡流,使熔化炉本身自行高速发热,然后加热于熔化炉的铸铁。
与传统的熔化炉相比,电磁炉具有如下优点:
(1)铸铁氧化率低。电磁炉密闭性好,不易氧化。
(2)热效率高 [插入A],电磁炉是采用磁场感应原理使炉自行发热,而一般的熔化炉多是从发热体上吸收热量,这就浪费了一部分热量用来加热发热体。因此,电磁炉的热效率要比普通熔化炉高。
(3)操作简便。与传统的燃煤,燃气,燃油熔化炉相比,电磁炉不需要频繁的地添加燃料,而且其控制系统也简单的多。燃气,燃油熔化炉从不同程度上说都存在着一定的危险,相比之下,电磁炉要安全的多。
(4)温度控制准确。只要电压恒定,电磁炉的温度就接近恒定。改变线圈两端电压,就能改变电磁炉温度,每一个电压值就对应着一个温度值。因此其温度控制准确。
(5)清洁卫生。相对燃煤,燃气,燃油来说,使用电磁炉不会对环境产生污染。此外,电磁炉还有体积小等优点。由于电磁炉具有上述优点,它已受到越来越多的厂家的青睐。目前国内用电磁炉熔化铸铁已经取得了广泛的用应,但国内刚刚起步,由于筋斗设备价格昂贵,国内许多厂家已经开始消化吸收这种技术。作为电磁炉辅助设备的输料装置也是该系统很重要的一部分。本课题研究的是5吨电磁炉的输料装置。
2.2、方案论证
可供选择的方案很多,比较可行的有几种。一种是利用电磁铁将铸铁吸起,然后用导轨将电磁铁运到导料槽上方,断电。将铸铁放入导料槽。另一种与第一种大同小异,将铸铁放入料箱内,然后用导轨将料箱运到导料槽上方,打开料箱将铸铁放入导料槽。这两种方案都要设计专门的导轨,配以电动机,电动葫芦等与之配合使用,一次可以运送叫多的物料。从目前的一般情况看,大型的熔化炉多采用上述两种方案。第三种方案是采用卷扬机牵引导轨上的小车输料。这种方法一般适用于小型的熔化炉。本设计是5吨电磁炉,属于小型的熔化炉,故采用第三种方案比较合适。
可供选择的方案有很多,比较可行的有几种:
2.2.1、利用电磁铁搬运铸铁 与之配套使用的有导轨,电动机,电动葫芦,牵引钢索,储料箱等。开动电动机将电磁铁沿水平导轨运动到铸铁上方,放下电磁铁,通电将铸铁吸起,升起电磁铁,然后使其沿导轨水平运动到储料箱上方,放下电磁铁,断电,将铸铁放入储料箱内, 完成整个动作过程。
2.2.2、与之配套使用的有导轨,电动机,电动葫芦,牵引钢索,储料箱等,利用吊车将铸铁放入料箱内,然后开动电动机将料箱升起,沿导轨将料箱运到储料箱上方,放下料箱,倒出铸铁,升起料箱。完成整个动作过程。
方案(1)和(2)一次可以运送较多的铸铁,通常大型的熔化炉多采用上述两种方案。
2.2.3、小车输料 该方案中的轨道与(1)和(2)中的不同,它与地有一定的角度,轨道一端接地,另一端延伸到电磁炉的上方,当电动机通过卷扬机牵引小车时,小车沿着轨道前行到轨道末端,此时小车继续受力,由于轨道的特殊结构,小车停止运动,并且绕前轴转动,小车倾斜,倒出铸铁
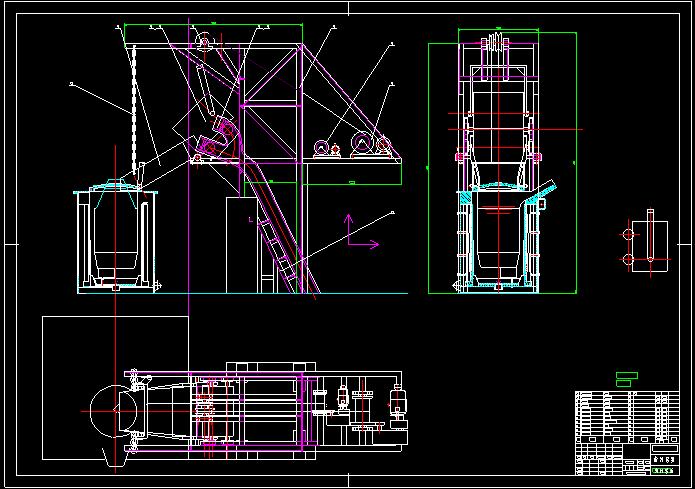
2.3、小车输料装置的结构简图和工作原理
图2—1
(1)导料槽(2)小车(3)料箱(4)大小滑轮
(5)导轨 (6)支架(7)小卷扬机(8)大卷扬机
(9)锁链(10)水泥支柱(11)大卷扬机钢索(12)小卷扬机钢索
各个部件的作用及工作原理:
(1)导料槽由吊臂,恻斜扳,恻正板,转轴,轴座,底板等组成。当加料时,由小卷扬机将导料槽放下,其位置由连在吊臂上的钢索限制,导料槽必须大于一定的角度,使铸铁的自重克服与导料槽的摩擦。由于倒铁水时电磁炉上部不能有障碍物,所以,当倒铁水时要开动小卷扬机将导料槽拉起。
(2)小车由料车轮,料车轴,料车轴承座,料车牵引拉杆,拉杆加强板,拉杆横板,底梁,前横梁板,底加强板,拉杆轴,料车前左右竖板,车体等组成。由于料车的拉杆轴位于小车后部,当小车前轮停止转动时,继续拉拉杆,小车后轮沿轨道向上转动,小车会翻转,倒出铸铁。小车每次输料2.5吨。
(3)料箱 为了防止电磁炉内氩气泄露,要求两次输料间隔的时间不能过常,所以应该至少准备两个料箱,当准备输料时将每个料箱都装满,第一次输料完毕,立即将第二个料箱放到小车上,这样就不会因装料而耽误时间。料箱底部有插孔,用叉车将料箱装到车上。
(4)滑轮有大小两个,由于大滑轮受力极大,采用滚子轴承,小滑轮用于牵引导料槽,受力较小,采用普通的滚珠轴承。两个滑轮共轴。
(5)导轨受力很大,主体和旁路采用力学性能优良的热轧槽钢40C制造,并且在槽钢的底部加焊钢板,使槽钢的腿内部和底部垂直,使小车轮受力均匀,且防止
(6)支架采用140×140×14的角钢焊接而成。由于电磁炉温度很高,支架底部离炉体很近,不宜使用角钢,本方案采用水泥柱代替角钢,离电磁炉较远的支架底部用地脚螺栓与地连接。
(7)小卷扬机用于将导料槽吊起。由于导料槽自重不大,故小卷扬机功率无须很大,采用电动机功率为3KW其重能力为10KN的卷扬机足可。本方案选用北京房山卷扬机厂的JM-1型卷扬机。
(8)大卷扬机用于将装有铸铁的小车拉到轨道上部,当输料时钢索受力大约为42KN,采用电动机功率为11KW,其重能力为50KN的卷扬机即可,本方案采用北京房山卷扬机厂生产的JM-5型卷扬机。
(9)锁链用于支撑导料槽。当小车翻转倒料时,铸铁的冲击力较大,故锁链应采用抗拉强度大的类型。
(10)电磁炉温度很高,靠近炉体的支架由耐高温的水泥柱代替。
(11)大钢索与大卷扬机相连,用于牵引小车。
(12)小钢索与小卷扬机相连,用于拉起导料槽。
工作原理:输料车经过一根钢索和卷扬机相连,钢索通过滑轮轴实现对料车的牵引。导料槽与另一个卷扬机相连,导料槽与卷扬机之间的钢索同样通过滑轮轴,在上述两种情况下,滑轮起着导向和支承的作用,支架的左端的链子与导料槽相连接。
工作时,按动开关,使大卷扬机开动,大卷扬机拉着绳索使料车沿着导轨匀速向上爬升,当料车的前轮到达轨道末端时,由于料车的牵引点在小车的右下方,和导轨的特殊设计,小车将以前轮为中心轴实现小车的翻转,将铸铁卸在导料槽上,导料槽及其上的铸铁的重量由链子承担,导料槽设计有一斜度,由于铸铁的自重克服了铸铁与导料槽的摩擦力,铸铁将沿着导料槽进入 炉体,小车再由大卷扬机牵引着匀速沿着导轨回到装料处,一次装料完毕。
电磁炉熔化铸铁后,将倒出铁水,这时开动小的卷扬机,使得小卷扬机牵引着导料槽以导料槽转轴转动,最终使得电磁炉上方无障碍物,这时可以将铁水倒出。
倒出铁水后,电磁炉复位后,由小卷扬机牵引着导料槽慢慢放下,然后就可以进入下一个输料过程。