摘要:随着各种性能优越的工程塑料的不断开发,注射工艺越来越多地用于制造领域成型各种性能要求的制品。注射模具的设计质量、注射机应用等直接影响成型制品的效率、质量及成本。目前单型腔、简单型腔的模具达70%以上,仍占主导地位。
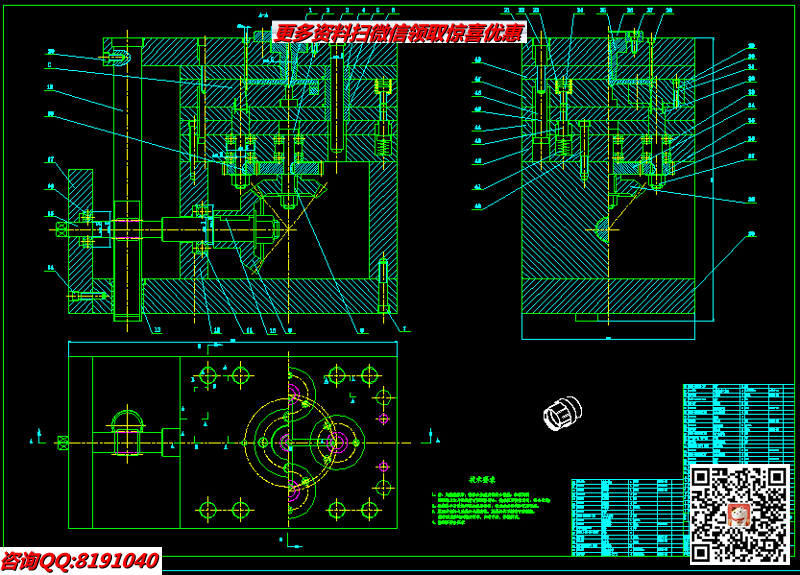
分析了内螺纹塑件的工艺特点,介绍了内螺纹塑件注射模结构及模具的工作过程。重点介绍了内螺纹塑件注射模结构的设计方法。分析和阐述了模具型芯零件的选材、热处理工艺,塑件的结构要素,塑件的尺寸公差和精度的选择,塑件的体积和质量的计算方法。内螺纹塑件注射模设计的结构特点是点浇口形式的多分型面的注射模,一模四腔,并采用齿轮齿条机构完成脱螺纹,并在模具凹模设计中使用了镶件。
关键词:塑件;注射模;脱螺纹;镶件;点浇口
目录 2
1.1 模具在加工工业中的地位 4
1.2 塑料成型技术的发展趋势 4
塑料简介 4
注塑成型及注塑模 4
1.2.2 制品所用的塑料名称以及牌号 6
2 注射机型号的确定 8
2.1 选择注射机 8
2.2 注射机有关参数的校核 8
2.2.1 制品重量与注射机的注射量 8
2.2.2 型腔数量确定及校核 8
2.2.3 制品的投影面积与注射机的锁模力 9
3 模具结构设计计算与校核 10
3.1 型腔数量的确定以及型腔的排列 10
3.1分型面位置以及排气系统的设计 10
3.2.2 排气系统的设计 11
4 脱模机构及脱螺纹机构的设计 12
4.1脱模机构 12
4.2 脱模机构分类 12
4.2.1 按动力来源分类 12
4.2.2 按结构分类 12
4.3 脱螺纹机构 13
4.4 螺纹脱模力矩的计算 14
4.5 脱模机构的复位 15
5 浇注系统的设计 16
5.1 浇注系统设计的基本要点 16
5.2 主流道设计 16
5.2.1主流道尺寸 16
5.2.2 主流道衬套形式 16
5.3 分流道设计 17
5.3.1分流道布置形式 17
5.4 分流道的形状、截面尺寸以及凝料体积 18
5.4.1 形状与截面尺寸 18
5.4.2 凝料体积 18
5.5 剪切速率校核 19
5.5.1 主流道剪切速率校核 19
5.5.2 分流道剪切速率校核 19
5.6 浇口的设计 19
5.6.1浇口位置的选择 19
5.7 冷料穴的设计 20
5.8 拉料杆设计 21
6 冷却系统的设计 22
6.1 冷却系统的设计 22
7 顶出系统的设计 24
7.1 顶出系统的设计 24
第8章 成型零件设计 25
8.1 成型零件的结构设计 25
8.1.1 凹模 25
8.1.2 型芯 25
8.2 成型零件的钢材的选用 26
8.4 模具材料的选用 27
8.5 成型零件工作尺寸的计算 27
8.5.1 型腔尺寸: 27
8.5.2 主型芯尺寸 27
8.5.3 成型零件强度及支承板厚度的计算 27
8.5.4 型腔侧壁厚度: 27
8.5.5 型腔底板厚度 28
8.5.6 支承板的厚度 28
9 导向与定位机构设计 30
9.1 导向机构的功用 30
9.2 导向机构设计 30
9.2.1 导柱设计 30
9.2.2 导柱结构和技术要求 30
9.2.3 导套的设计 31
总 结 32
参考文献 33
致 谢 34
塑件为一塑件形状如图1-1 的立体图,大尺寸如图1-2 :最大直径 Φ30,高28。
由塑件外观可知,塑件的外表面要求较高,因此其表面粗糙度取Ra0.4mm,其中有一表面达到亮光泽面,粗糙度为0.2 [8]。其内表面选用的表面粗糙度为Ra0.8mm。
一般情况下,模具粗糙度低于塑件1~2个等级,故取型腔表面粗糙度为Ra0.2um,而型芯表面粗糙度为Ra0.4um。
本塑件所用材料为HDPE,由此查塑料模具设计手册可知,本塑件宜选用6级精度。零件具体尺寸及其公差值可详见零件图。
塑件尺寸精度于模具的制造精度密切相关,特别是小型精密塑件。从模具制造精度对塑件精度的影响可知,模具制造允许误差和塑件尺寸公差之间具有对应的关系,由塑件零件图可得,模具精度等级为IT6。
为了便于拧紧和打开,塑件外侧有竖条纹防滑。塑件内侧带有M22的普通螺纹。因此在设计模具时需要进行脱螺纹机构的设计。
在设计中,塑件冷却时的收缩会使它包紧住模具型芯或行腔中的凸起部分,因此,为了便于从塑件中抽出型芯或行腔中脱出塑件,防止脱模时拉伤塑件,在设计时,必须使塑件内外表面沿脱模方向留有足够的斜度在模具上即脱模斜度。
脱模斜度取决于塑件的形状、壁厚及塑料的收缩率。一般取30َ-1º30َ。本设计中为保证壁厚的均匀一致,因此取塑料件的内外表面的脱模斜度一致,脱模斜度取2 º 。