U形连接板的制作加工是需要大批量生产的,采用冲压模方式生产主要有3个工序为冲孔落料弯曲等部分组成,在未来的使用中给机械制造业带来了很多的便利,精度尺寸为IT14是可以的符合基准,我主要的步骤为:冲压件工艺分析,成形工艺分析及排样确定,工艺尺寸计算,模具的结构设计和模具尺寸计算。设计这些步骤步骤主要是从他们的材料.尺寸.和结构的构造.装配图的设计出发。在将来会有更多的人们会了解冲压模的加工和设计及结构,对他们以后的参考提供依据。
U形连接板模具是冲压模具这个大家庭中的重要一员我此次的设计我主要的步骤为:冲压件工艺分析,成形工艺分析及排样确定,工艺尺寸计算,模具的结构设计和模具尺寸计算。设计这些步骤步骤主要是从他们的材料.尺寸.和结构的构造.装配图的设计出发。主要研究冲压模生产过程中的的优缺点,对生产过程更好地改进,为此来提高其效率实现经济收益。我是根据CAE.CAD.UG这些辅助软件来研究它的结构构造,对我的设计有很大帮助。
本论文的主体设计步骤如下几个步骤:1冲压件工艺分析,2成形工艺分析及排样确定,3工艺尺寸计算,4模具的结构设计和.模具尺寸计算。想要设计出一套完美的设计,必须掌握本设计冲压成型工艺及模具设计的基础知识,设计一套完整的冲压模设计一般按以下的步骤来完成:
1、冲压件分析:1)结构分析2)材料分析
2、成型工艺分析:针对冲压件做出工艺卡片
3、模具结构设计与草图绘制:1)凹凸模结构形式 2)导料方式的选择3)卸料方式4)草图绘制
4、模具尺寸计算:1)凹凸模刃口尺寸确定: 2)基本尺寸计算3)冲压模闭合高度
5、模具图纸的绘制:1)模具装配图的绘制)2)零件图的绘制
以上5点基本上包括了设计一套模具所需的步骤和要求。我通过其他书籍的查阅和网上搜索资料得出了总结让我充分的了解其结构构造对我有很大的裨益。
本课题主要研究的是对冲压模设计的一次理解随着模具制造工业的发展迅速,而冲压模作为模具制造这个大家庭中的重要一员他在模具发展中扮演着必不可少的角色,就比如我们生活中用到的用具例如杯子,脸盆,饭盆(铁质)等都用到冲压模。本次设计的是作用于链接上面的u形连接板主要从冲压工艺分析,材料的利用率,排样图的设计出发以及尺寸的设计计算中间还要运用二维和三维软件的应用CAD和ug软件的操作进一步加强了对制图的操作加深了对模具各个机构的了解。
关键词:U形连接板、冲压模、合金 ,CAD,UG
目 录
摘要 I
前言 1
1成型工艺分析 2
1.1结构分析 2
1.2材料分析 2
1.3尺寸精度分析 2
2工艺方案的确定 4
3 排样 4
3.1排样图 5
3.2材料的搭边 6
3.3步距长度的确定 7
3.4条料宽度的确定 7
3.5材料利用率 7
3.6条料排样图 7
4冲裁力计算、压力中心的确定、压力机的选择 8
4.1 设计冲裁力 9
4.1.1冲裁力的计算 9
4.1.2推件力的计算 9
4.2压力机的选择 9
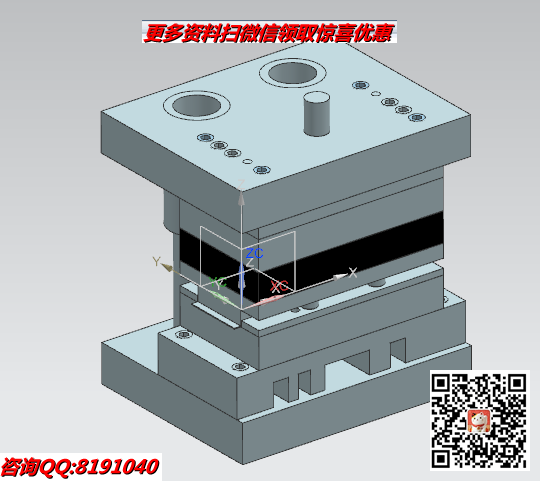
5模具结构设计 10
5.1凸、凹模结构形式 10
5.2导料方式的选择 10
5.3卸料方式 10
6模具尺寸计算 12
6.1凸、凹模刃口尺寸的确定 12
6.2基本尺寸计算 12
6.3冲压模闭合高度 13
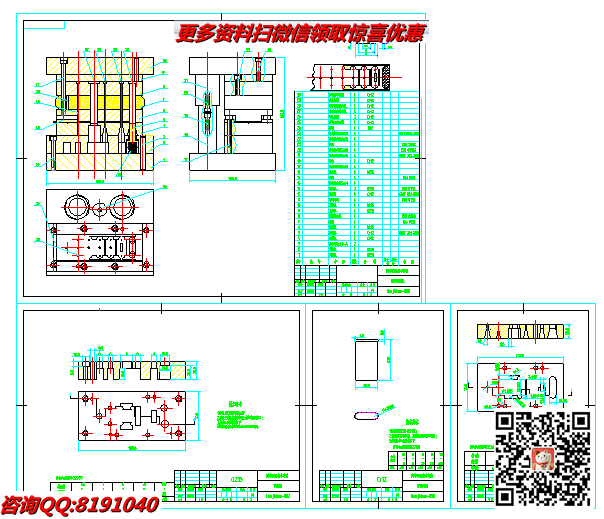
7模具图纸绘制 14
7.1装配图绘制 14
7.2零件图绘制 14
总结 15
致 谢 16
参考文献 17
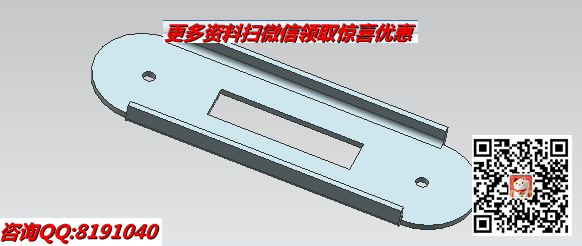
该零件是一个外形尺寸为32x6mm,厚度为0.5mm的产品。此产品外圆半径为4.5mm中间有2个半径为0.5mm的小孔。(见图1-1)。
图1-1产品图
1.2材料分析
材料及板厚:材料为H62黄铜,厚度0.5mm。黄铜具有较高的强度,稳定性好,适合冲裁。工件结构相对简单,孔与孔、孔与边缘之间的距离也满足要求,壁厚为0.5mm,级进模完全能满足要求。
1.3尺寸精度分析
零件图上的所有尺寸均未注公差,属于自由尺寸。按IT14级确定工件尺寸的偏差计算
图1-3
冲压技术要求:
1.材料:H62黄铜
2.材料厚度:0.5mm
3.生产批量:大批量
4.未注公差:按IT14级确定.
2工艺方案的确定
该工件结构中等,有冲孔、落料、弯曲三个工序,孔径偏小。中部为12x3mm的长方孔,两头为Φ1mm的小圆孔。尺寸精度为IT14级,属冲压经济精度;材料H62黄铜的冲压性能较好。因此,此零件用冲压模生产,采用普通冲压工艺完全可行。
单工序模方案:先冲孔,后落料,采用单工序模生产。该零件若用单工序模,需用多套模具,造价较高。且单工序模影响工件精度,故采用单工序模不合理。此生产要求批量生生产量多所以不合理。
复合模方案:冲孔-落料复合冲压,采用复合模生产。该零件结构复杂,且尺寸较小,而复合模只有一个工位,制造难度较大,不适宜选用复合模。工位少不适合批量生产,不能够节省材料提高材料利用率。
级进模方案:冲孔-落料连续冲压,采用级进模生产。只需一副模具,生产率高,操作方便,可以实现半自动化生产,工艺的精度也满足要求。故选用级进模比较合理。级进模不仅可以完成冲裁工序,还可以完成成型工艺甚至装配工序生产效率高便于实现自动化生产,提高生产效益,节省成本,节省时间,因此是个不错的选择。如下图;
终上所述,选择方案三,级进模生产零件。