���� 1
1.1 ע�ܳ���CAD/CAM/CAE�������� 1
1.2 �ҹ�����ģ�߹�ҵ�ͼ���������Ҫ��չ���� 2
1.3 IMOLDģ��������� 3
1.3.1Solidworks/IMOLD����ſ� 3
1.3.2IMOLD�˵�/���� 3
1 ģ�ߵ�������� 5
1.1ģ�����巽����� 5
1.2�����ܼ��Ĺ����� 5
1.2.1�������ϸǵ�������� 5
1.2.2�ܼ�ʹ�ò��ϵ����༰�������� 6
1.2.3�����ܼ��Ľṹ������ 7
1.2.4�����Է��� 7
2 ע������ͺź��ѡ�� 7
2.1 ע�ܻ���ԭ�� 7
2.2 ע�����ѡ�� 8
2.2.1�ܼ�����ͽ�עϵͳ��������ij������� 8
2.2.2ע�ܻ��ͺ� 8
2.3 ��ǻ��Ŀ��ȷ�� 8
2.4 ��ǻ�ķֲ� 9
3 ��עϵͳ����� 9
3.1 ��������� 9
3.2 ������������ʽ 10
3.3 ����������� 10
3.4 ���ڵ���� 11
3.4.1�������͵�ѡ�� 11
3.4.2�ཽ�ڵĽṹ�ߴ� 12
4 ��ȴϵͳ����� 12
4.1 ��ȴϵͳ��ȴ�����ļ��� 13
4.2 ����Ѩ����� 14
4.3 ����ϵͳ����� 14
4.4 �������ѡ����� 14
5 �����㲿���������������� 15
5.1 ��������ṹ��� 15
5.1.1 ��ģ����� 16
5.1.2 ������ 16
5.2 ��о����ǻ�����ߴ���� 16
5.2.1 ��ǻ�����ߴ�ļ��� 17
5.2.2��о�����ߴ�ļ��� 17
6 ��ģ������������ 18
6.1 ��������� 18
6.2 ���Ľṹ��� 19
7 ��ģ�Ƴ�������� 19
7.1 ��ģ���������ԭ�� 19
7.2 �Ƹ˵Ľṹ��ʽ����״ 19
7.3 �Ƹ˵Ĺ̶���ʽ 20
7.3.1�Ƽ����ļ��� 20
7.3.2�Ƹ˵���� 21
8 ģ�ܵ�ѡ�� 21
9 ע������ղ���У�� 22
9.1 ���ע��ѹ��У�� 22
9.2���ע����У�� 22
9.3 ��ģ��У�� 23
9.4 ģ�ߺ�ȵ�У�� 23
9.5 ��ģ�г̵�У�� 23
10 ģ�߳������������ӹ����� 23
10.1 ģ�߳��ͼ��ļӹ����� 24
10.1.1��ģ��ļӹ����� 24
10.1.2��ģ��ļӹ����գ� 25
10.2 ����ӹ����� 26
11 �ܽ� 27
л �� 29
����� 30
ע����������������ϳ��͵���Ҫ����֮һ������һ�γ�����״���ӵľ����ܼ�������ģ�ߵķ�չ���������Ϲ�ҵ�ķ�չ����չ�ġ������������ǶԸ����豸����Ʒ������Ҫ��Խ��Խ�ߣ����Ϊ������Ʒ�ṩ�˸�Ϊ�������г���
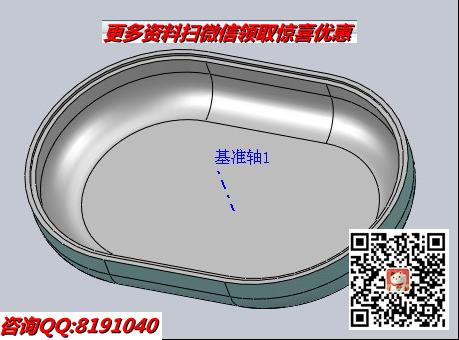
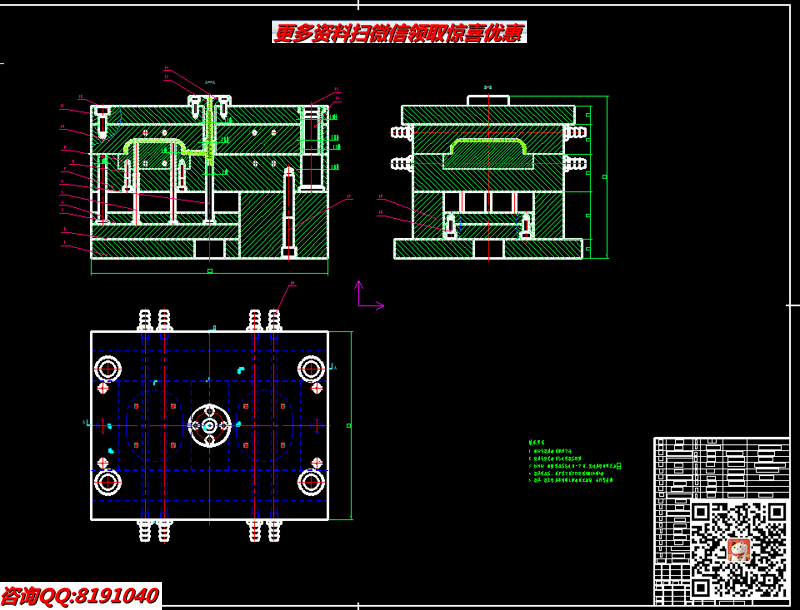
��������Ҫ��Է������ϸǵ�ģ����ƣ����õ�����ΪABS,�dz���������Ʒ��ͨ���������Ƽ����й��յķ����ͱȽϣ�������Ƴ�һ��ע��ģ���ÿ���Ӳ�Ʒ�ṹ�����ԣ�����ģ�߽ṹ��������ģ�ߵĽ�עϵͳ��ģ�߳��Ͳ��ֵĽṹ������ϵͳ����ȴϵͳ��ע�ܻ���ѡ���йز�����У�˶�����ϸ����ƣ�ͬʱ���ر���ģ�ߵļӹ����ա�ͨ��������ƹ���˵����ģ���ܴﵽ���ܼ���Ҫ��ļӹ����ա�������Ŀ��Ƶ���Ҫ�����Ƿ������ϸ�ע��ģ�ߵ���ƣ�Ҳ�������һ��ע��ģ���������ܼ���Ʒ����ʵ���Զ�����߲���������ܼ��ľ���ṹ����ģ���Dzཽ�ڵĵ�������ע��ģ�ߡ�ͨ��ģ����Ʊ�����ģ���ܴﵽ�иǵ������ͼӹ�����Ҫ��
����вο�������ע��ģ�ߵ���ƾ��飬������Ƽ����ܣ����ݲ�Ʒ���μ���ƻ�������������AutoCAD��Solidworks���������ж�ά����ά�Ļ�ͼ���������������ڣ�������õľ������ܡ�
�ؼ��ʣ�ע��ģ�ߣ����ϣ���ȴ
���ģ��ʱ������Ҫȷ�����ʵ�ע�ܻ������˽����ļ����淶Ҫ��ע�ܻ������ע���������ע��ѹ���������ģ���������������ģ������Ⱥ���С��ȡ����ģ�г̡�ģ�尲װģ�ߵ��ݶ���λ�úͳߴ�,ע�ܻ������ֱ����������ͷ�뾶ֵ��Ȼ���������ע�ܻ��Ĺ����Ҫ���ܼ����������ܼ��ɱ��������ڵȣ�ȷ����ǻ��Ŀ��
��עϵͳ��Ϊ�������������������ڡ�����Ѩ�ȡ���������������¸�ѹ���������ϽӴ���������Ҫ�Ӹ������ס��ֽ�������״�ߴ���Ҫȡ�����ܼ���������ں���״�Լ����ӹ����ϵ����ࡢע�����ʡ��ֽ������ȵȡ������������������Բ�ǹ��ɣ��������Լ�С����ת�����ʱ���������������IJ���Ҫ���ȴ�����ȷ�����������������������������ľ�����ȡ����������治�غܹ⣬��������ʹ�������ϵ���ȴƤ��̶��������ڱ��¡��������뽽�ڲ���Բ�����ɣ����������ϵ���������䡣���������ӷ���������ǻ���������������������ܣ���һ������������������ǻ��������ã��ڶ�����ע��ѹ���������ڹ̻���������ǻ��ʹ��ǻ����δ��ȴ�̻����ܼ����ᵹ����������Ʒ���ص�����õ���ϵ㽽����ʽ��עϵͳ��
��ǻ���������״��ȷ����ע��ģ��һ��������Ͷ���������ģ�ߣ��������λ���д�ֱ�ڿ�ģ����ƽ���ڿ�ģ�����Լ���б�ڿ�ģ�����֣����������״��ƽ�������ȡ�������Ʒ����״���õ���������͡�
����ϵͳ����ƣ���ģ�߲��ü�϶���������÷��������ϼ�϶��Ȼ������
�Ƴ���������ƣ��ƶ��Ķ�����Դ���ֶ��Ƴ��������Ƴ���Һѹ�������Ƴ�����������ƿɲ��û����Ƹ��Ƴ�����ģʱ��λ�������붨ģ�ߵķ�����Ӵ��������ư�����е��Ƹ�һ���ƻ�ԭλ����ģ����Ʋ����ܼ����ڶ�ģ��Ҫ��֤�ܼ���Ӧ�Ƴ����λ�����Ҫ��֤�ܼ���������ۺͽṹ�ɿ���
1.2�����ܼ��Ĺ�����
1.2.1�������ϸǵ��������
�����������ǵ������зdz��ձ飬����ÿ�Ҷ�Ҫ�õ����г���Ҳר���и�ʽ�����ķ����г��ۣ���״���죬���˽�ܶ�����е�������ƵñȽϺÿ��������ڽ���ģ�����ʱ�Ƚ����ѡ��˴���Ƶ��Ƿ������ϸǣ��ṹ�����ʵ���Ժܺá��˴�����solidworks������������ɵġ���Ʒ����άģ��ͼ����: