目录
摘 要 3
introduction 4
1 概述 5
1.1 零件加工的技术要求 5
1.2 主要加工工序和加工精度 5
2 夹具的初步设计 5
2.1 夹紧装置应具备的基本要求 5
2.2 定位分析 6
2.3 夹紧力计算 6
3 专用机床总体设计 8
3.1 机床总体方案论证-“三图一卡” 8
3.2 工序图 8
3.3 加工示意图 9
3.4 机床联系尺寸图 12
4 多轴箱设计 15
4.1 多轴箱轮廓尺寸的确定 15
4.2 多轴箱设计的原始依据 15
4.3 多轴箱主轴的型式与直径的确定和多轴箱所需动力的计算 16
4.3.1 主轴结构型式的选择 16
4.3.2 齿轮模数的初步确定 16
4.4 多轴箱的动力计算和动力箱的选择 18
5 传动系统的设计与计算 20
5.1 传动系统的一般要求 20
5.2 主轴分布类型及传动系统设计 20
5.2.1 主轴分布类型 20
5.2.2 传动系统设计方法 20
5.3 传动系统的计算 20
5.3.1 传动齿轮和轴的计算 21
5.3.2 驱动轴与传动轴齿轮计算 22
5.3.2.1 传动轴与大小头孔主轴齿轮计算 22
5.3.2.2 油泵传动轴的计算 23
5.3.2.3 模数的校核计算 24
5.3.3 轴承的计算 24
5.3.3.1 主轴轴承的计算与选用: 24
5.3.3.2 传动轴轴承的计算与选用: 26
5.3.3.3 油泵传动轴轴承计算与选用: 26
5.3.4 各轴直径的选定 26
5.3.5 齿轮参数的选择 26
5.4 强度校核 27
5.4.1 轴的强度校核 27
5.4.2 按扭转刚度校核 27
5.4.3 按扭转强度校核 27
5.4.4 弯扭合成强度的校核 28
5.5 齿轮的强度校核 29
5.5.1 齿轮齿根弯曲疲劳强度的计算 29
5.5.2 齿轮齿面接触疲劳强度的计算 32
5.6 多轴箱坐标计算 33
参考文献 36
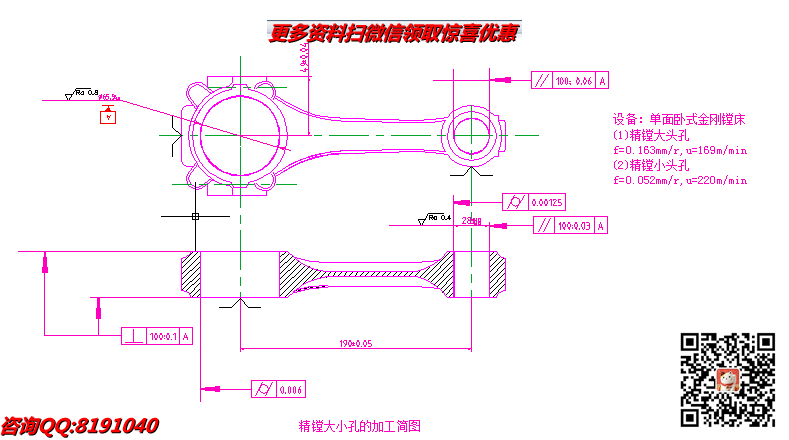
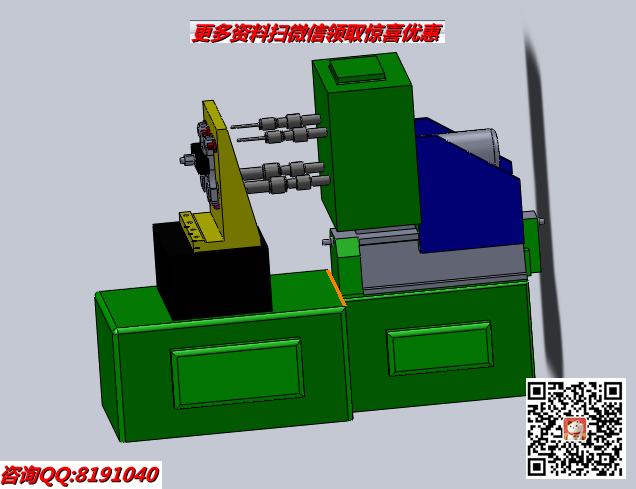
本设计课题是设计一个单面卧式专用镗床,对连杆大小双孔进行精镗的加工设计,本次设计应包括对机床的总体设计、夹具的设计和多轴箱的设计,并确保能满足加工要求,提高原工序精度,并应该尽可能降低成本。本次课题来于东风商用车发动机有限公司,加工的零件是YSD90Q连杆,材料为42CrMo;为确保连杆的大小头双孔(分别为Φ65.5、Φ28孔的直径孔)精镗加工精度和符合生产效率的要求,需设计一台专用组合机床以满足加工要求。
A.定位基准的选择
组合机床对特定加工零件的具体设计过程中定位基准的选择是很重要的,正确选择定位基准能确保加工精度能够保持很高,也会有助于实现工序最大化集中。这次本专用机床定位是以连杆的一边端面作为主要定位基准面,限制沿X,Y方向的旋转运动以及Z方向运动;然后分别以小头孔外轮廓面和大头孔外端一个搭子平面作为第2,第3基准面,以此限制了在空间的向水平和垂直移动,绕第三轴作旋转。这样就能确保工件的6个自由度都被限制,实现了完全定位。
B.加工工艺过程分析
在镗孔的组合机床,能使加工精度应达到,可以达到所需的表面粗糙度,同轴度可达φ0.03mm,所以利用组合机床能够满足对工件所需加工要求。
1.2主要加工工序和加工精度
本机床需要完成的加工工序和要达到的零件加工精度是设计本工艺方案的重要根据,本机床需要进行加工工序为精镗连杆大小头双孔。
加工工艺路线设计如下:
工序(精镗)Ⅰ工位:精镗小头圆孔 (孔径为28mm,采用硬质合金刀具);
Ⅱ工位:精镗大头圆孔 (孔径为65.5mm,采用硬质合金刀具)