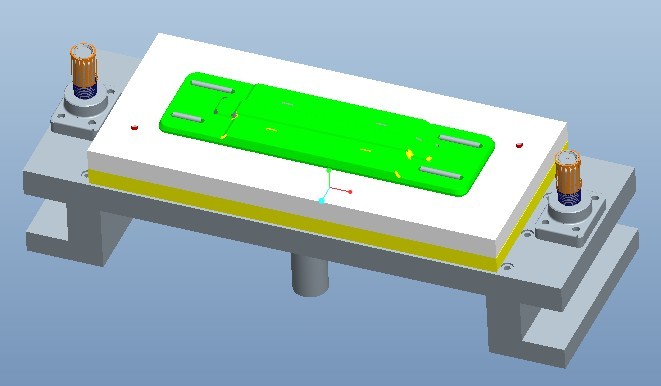
本零件是联系压形、冲孔、翻边翻孔、切边成形的杂乱零件。冲压件尺度精度高,尤其是四个设备卡位精度需求高,孔的方位公役需求通常,外表粗糙度通常,交换性能好。具有强度高、刚性好的特色。
底板是薄板件,工件的四边上的四个设备孔的方位需求高,四个设备卡位的方位是用来设备的,所以定位和形状的精度都很严厉。其他的尺度和外表粗糙度需求通常。
冲压该零件的根本工序次序有压形、冲孔、翻边翻孔成形,其间成形、冲孔决议了零件的整体形状和尺度,因而工序十分重要。
凸模选用凸模,凹模选用成型冲头,周壁选用翻边模。
2.4 零件制作计划拟定
A计划:选用压形、切边、冲孔、翻边翻孔成形。
其长处:工序涣散、工件尺度精度高,格外孔的定位尺度精度高。
其缺陷:工序涣散,占用设备和人员比较多。
B计划:选用压形、切边冲孔、翻边翻孔,冲孔成形。
其长处:工序涣散、模具制作、设备简略。
其缺陷:孔的定位一定要精确,不然孔的定位尺度不能确保。
C 计划:选用落料、压形冲孔复合模、翻边翻孔成形。
其长处:工序会集,占用设备和人员少。
其缺陷:模具制作、设备杂乱、体积大、分量重、模具制作本钱高。
综上所述:该零件只对周边四个孔的定位和设备卡位的尺度需求高,其他的尺度精度需求通常是自在公役。
以上三种计划均能满足需求,但考虑到模具制作本钱、体积巨细、占用设备和人员状况,工厂出产批量大,修理的便利和改造,以及工厂设备的实际状况,B计划最佳,故选用。
主张在批量小时,工厂设备答应的状况下运用C计划,以进步出产功率。
2.5 冲压设备的选用
2.5.1 压力机类型的挑选
加工小型拉深件,多选用开式单柱机械压力机。因为这种压力机的出产功率高,能源消耗较低,因而本钱也较低。关于大中型拉深件,可选用闭式双柱机械压力机,最佳装备气垫设备。关于大量出产的较大拉深件,最佳选用双动拉深压力机,以使模具布局简略,调整便利,技术稳定性也好。因为本模具的需求所以选用油压机。
前言 1
2. 主要设计内容 1
2.1 零件特点和工艺分析 1
2.1.1 零件分析 1
2.1.2 批量 1
2.1.3 工件及其冲压工艺性分析 2
2.2 难点、成型质量控制3
2.3 难点处理3
2.4 零件制造方案制定3
2.5 冲压设备的选用4
2.5.1 压力机类型的选择4
2.5.2 压力机行程的确定4
2.5.3 冲裁力的计算4
2.5.4 卸料力的计算4
2.5.5 额定压力的确定 6
2.6 定位装置 6
2.7 关于压力中心 7
2.8 冲裁间隙的选取 7
2.8.1 冲裁间隙对冲裁件质量的影响 7
2.8.2 冲裁间隙值的确定 8
2.8.3 定模具刃口尺寸及其制造公差设计原则8
2.9 模具工作部分尺寸选择 8
2.9.1 冲裁凸凹模的设计原则 9
2.9.2 凸模结构设计 9
2.10 导向机构11
2.11 模架12
2.12 卸料装置设计12
2.13 模具的工作过程12
3、设备13
4、设计总结13
参考文献 13