这次设计是针对家用电饭煲的外形成型。电饭煲又称作电锅、电饭锅,利用电能转变为内能的炊具,使用方便,清洁卫生,还具有对食品进行蒸、煮、炖、煨等多种操作功能。通常电饭煲主要由发热盘、限温器、保温开关、杠杆开关、限流电阻、指示灯、插座等组成。常见的电饭锅分为保温自动式、定时保温式以及新型的微电脑控制式三类。现在作为日常家用电器,电饭煲的发明缩减了很多家庭花费在煮饭上的时间。电饭煲已经成为家庭生活中不可缺少的家用电器,是人们煮米饭的主要工具。
本设计内容包括了塑料成型工艺与塑料模具设计两大主题,根据本专业的特点侧重产品和模具设计两个方面,独立设计电饭煲的外形构成及电饭煲的控制面板注射成型模具。根据各种常用塑料成型基本原理及工艺特点,通过分析产品的用途、性能以及结构来选用塑料;通过运用Moldflow进行模流分析,选择最佳浇口位置,分析压力降、熔接痕、气泡、翘曲等情况,拟定各种方案来解决塑件可能出现的问题;分析成型塑件的结构特点,针对塑件的结构难点,在模具中巧妙设计了潜伏浇口和侧抽芯机构,利用UG分型来完成分模;最后通过科学的计算方法来计算出成型零件的尺寸并加以校核。
关键字:电饭煲,塑料,模流分析,控制面板,潜伏浇口,侧抽芯机构,成型零件。
模具是工业生产的基础工艺装备,被称为工业之母。75%的粗加工工业产品零件、50%的精加工零件由模具成型,绝大部分塑料制品也由模具成型。作为国民经济的基础工业,模具涉及机械、汽车、轻工、电子、化工、冶金、建材等各个行业,应用范围十分广泛。模具生产技术水平的高低不仅是衡量一个国家产品制造水平高低的重要标志,而且在很大程度上决定着这个国家的产品质量、效益及新产品开发能力。
在工业生产中,用各种压力机和装在压力机上的专用工具,通过压力把金属或非金属材料制出所需形状的零件或制品,这种专用工具统称为模具。
现代模具制造技术发展非常迅速,已成为现代制造技术的重要组成部分。我国模具工业是国民经济的基础工业,受到政府和企业界的高度重视。当今,“模具就是产品质量” ,“模具就是经济效益”的观念,已被越来越多的人接受。
近年来,由于信息产业、汽车产业、塑胶产业的发展,对模具水平要求也越来越高,需求量也越来越大。在电子、汽车、电机、电器、仪表、家电和通讯等产品中,60%~80%的零部件都依靠模具成型。国民经济的五大支柱产业包括机械、电子、汽车、石化、建筑,都要求模具工业的发展与之相适应。模具常被称为“效益放大器”,用模具生产的最终产品的价值,往往是模具自身价值的几十倍、上百倍。目前全世界模具年产值约为600亿美元,日、美等工业发达国家的模具工业产值已超过机床工业
模具生产水平的高低,成为了衡量一个国家产品制造水平高低的重要标志,在很大程度上决定着产品的质量、效益和新产品的开发能力。各发达及发展中国家局把模具行业作为支撑产业,在发展规模和年产值都占有相当的比重。
未来国内外塑性模具的制造技术和成型技术有如下发展趋势:1)在模具设计制造中广泛应用CAD/CAE/CAM技术;2)高速铣削加工将得到更广泛地应用;3)在塑料模具中推广应用热流道技术、气辅注射成型和高压注射成型技术;4)提高模具标准化水平和模具标准件的使用率;5)研究和应用模具的高速测量技术与逆向工程;6)虚拟技术将得到发展;7)模具自动加工系统的研制和发展。
第二章 电饭煲开关控制面板注塑模具设计
2.1 塑料成型工艺特性及性能分析
目前市场上的电饭煲开关,外壳精美,手感好,使用方便,大多是用使用PS塑料料,但是电饭煲开关的中部连接件要求的强度、韧性要求都比较高,所以选用的ABS塑料
性能: ABS塑料具有优良的综合性能,有极好的冲击强度、尺寸稳定性好、电性能、耐磨性、抗化学药品性、染色性,成型加工和机械加工较好。ABS树脂耐水、无机盐、碱和酸类,不溶于大部分醇类和烃类溶剂,而容易溶于醛、酮、酯和某些氯代烃中。 ABS塑料的缺点:热变形温度较低,可燃,耐候性较差。适于制作各种复合制品的板、型材;可制造高尔夫球杆、手柄,电视机、收音机录像机的机壳等等。
2.1.1 聚丙烯的成形性能
根据《塑料模具设计手册》P12页可知聚丙烯的成形性能如下:
结晶料,吸湿性小,易发生熔体破裂,长期与热金属接触易分解;流动性好,但收缩范围和收缩值大,易发生缩孔、凹痕、变形;冷却速度快,浇注系统及冷却系统应缓慢慢散热,并注意控制成形温度。料浊低,方向性明显,低温高压尤其明显。模具温度低于500C时,塑件不光泽,易产生熔接不良、流痕,900C以上易发生翘曲变形;塑件壁厚均匀,避免缺口、尖角,以防应力集中。
目录
第一章 绪论 5
第二章 电饭煲开关控制面板注塑模具设计 6
2.1 塑料成型工艺特性及性能分析 6
2.1.1 聚丙烯的成形性能 6
2.1.2 聚丙烯的主要技术指标 6
2.1.3 聚丙烯的成形工艺参数 6
2.1.4 聚丙烯的基本信息 7
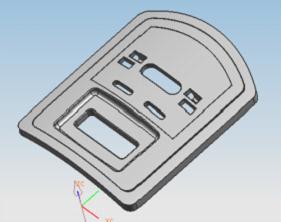
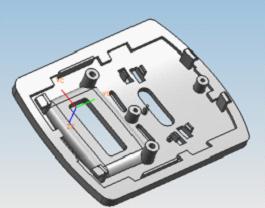
2.2 塑件基本信息 7
2.2.1塑件的产品结构图如下 7
2.3注射机的选择 8
2.4 分型面的选择 8
2.4.1分型面的选择原则 9
2.4.2分型面的选择 9
2.5 浇注系统的设计 10
2.5.1 浇注系统设计原则 10
2.5.2 主流道的设计 10
2.5.3 分流道的设计 11
2.5.4 浇口的设计 12
2.6 成型零部件的设计 14
2.6.1 型腔数目的确定 14
2.6.2 型腔的设计 15
2.6.3 成型滑块及中心型芯,侧型芯的加工 15
2.6.4 成型零件的设计 15
2.6.5计算过程(利用平均值法计算) 16
2.7 排气结构设计 21
2.7.1模内气体主要来源 21
2.7.2排气方式 21
2.8 导向机构的设计 22
2.8.1导柱的设计要点 22
2.8.2导向孔的设计要点 22
2.9 脱模机构设计 23
2.9.1脱模机构的设计原则 23
2.9.2影响脱模力的因素 23
2.9.3一次推杆推出机构的工作原理 23
2.9.4推杆的设计要点 24
2.10 侧抽芯机构的设计 24
2.10.1 斜滑块的导滑 24
2.10.2 侧抽芯机构核算 25
2.10.3 侧抽芯机构的固定及安装 25
2.10.4 侧抽芯机构结构形式的对比选择 25
2.11 模具温度调节系统的设计 26
2.11.1 冷却管道的设计原则 26
2.11.2 冷却回路的形式 27
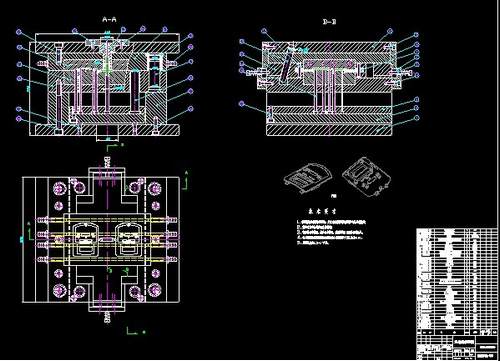
2.12 模具装配图 28
第三章 模具加工 30
3.1 数控技术概述 30
3.2 数控编程流程 30
3.3 模具型面的数控加工 30
总结 32
参考文献 33
致 谢 34