������Ҫ������ɢ�ȸǵĽṹ�ص�, ��ϸ������ɢ�ȸ�ģ����ģ��б����ṹ�����ǵļ����ѵ㡣�ڴ˴�����У���Ҫ�õ���ѧ��ע��ģ��ơ���е��ơ����̲��ϼ��ȴ�����SolidWorks��ע��ģ��Ʋ��Imold�ȷ����֪ʶ������˵�������һ��ע��ģ��һ�����̣���ע����͵ķ�����ע�����ѡ����ز�����У�ˡ�ģ�ߵĽṹ��ơ�ע��ģ����Ƶ��йؼ��㡢ģ������ߴ��ȷ����ṹ��ͼ�Ļ��ơ�ģ�߽ṹ��װͼ���������ͼ�Ļ��ơ�ȫ�����Ͷ������ȡ�
�������ܼ��ṹ�Ƚϼ������ʹ��ģ�߹��߶����ϲ�Ʒ��������Ȼ�������з�����ơ�����²��ĵ����ṹ��һ�ֵ��͵�ģ����Ʋ�Ʒ�ṹ������ƵĹ�����Ҳ��������ϸ����������о�Ķ���ṹ�����ڻ�е�ӹ���������õ缫��ƣ����÷ŵ�ӹ��ķ�����ʵ�ּӹ���
������
�ؼ��ʣ�ɢ�ȸǡ�ע��ģ��ģ����ģ��б���顢SolidWorks��imold
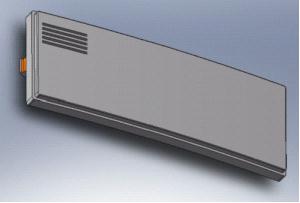
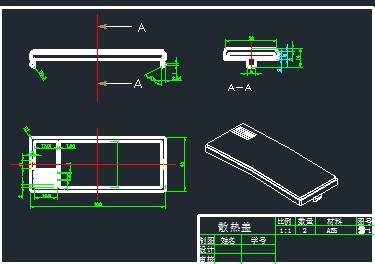
���������ܼ�Ϊɢ�ȸǡ���Ҫ��״���������ƻ��εĿ������,�ܼ��ṹ�Ƚϼ�����²�Ϊ�����ṹ������ߴ��뿴��Ʒͼֽ���ܼ�����ͼ��SolidWorks���ͣ���ͼ2—1��ʾ��
2. 2�ܼ��Ľṹ�����Է���
2.2.1
1) �ߴ羫��
�����������ܼ��ijߴ羫����Ҫ���������������ʵIJ����������ܼ�����Ͼ��Ȳ��ߣ������ܼ�������ֵ���ݡ�ģ���������������ֲᡷ�б�2-17ȷ�������ȵȼ����ݱ�2-18ѡ���������ò���ΪABS����ȷ�������һ�㾫�ȣ�Ϊ4�����ȣ�����ֵ�ߣ���8������ȡֵ��
2����ģб��
���������ܼ�����ȴ����ʱ����ʹ��������ģ����о������ǻ�е��֡����Ϊ�˱��ڴ��ܼ��г����о���ߴ���ǻ���ѳ��ܼ�����ֹ��ģʱ��ס�ܼ���������Ϊ���ܼ���һ������������粻���ʵ���б�Ƚ��Ƚ�����ģ����˸��ݡ�ģ���������������ֲᡷ�б�2-19�в�ã���ǻ����ģб��ѡ40�@��1°20�@����оѡ35�@��1°������ѡȡ1o��
3������ֲڶ�
�����������ܼ������Ҫ�ߣ����Ա���ֲڶ�Ҳ���úܸߵ�Ҫ��,һ��ģ�ߵı���ֲڶ�Ҫ���ܼ���Ҫ���1~2��.�����ܼ��ı���ֲڶ���0.8~0.2֮�䡣����ȡ0.8��
4����״
�������ܼ������㹦�ܵ�Ҫ���£����������Ӧ�����ܱ�֤�����ڳ��ͺͽ��ͳɱ��Լ���ģ�ߵĸ��Ӷȡ����ڴ��ܼ���һ������ʹ�ù����п������������ܼ��Ľṹ�����ѽ�������������ϡ�
5���ں�
�������ܼ��ıں���ܼ��������кܴ��Ӱ�죬�ں��С����ʱ�������������ܼ������Գ�����ǻ���ܼ��ں����С�ߴ�Ӧ����һ�¼�����Ҫ�����㹻��ǿ�Ⱥնȣ���ģʱ�ܹ����Ƴ��������Ƴ����������Σ��ܹ���װ��ʱ�Ľ����������������ܼ���С�ں��Ƽ��ں��֪�� ���Ա��ܼ��ں�ѡ2.5��3.5 mm��
2. 2.2 �ṹ��ѡ�Ϸ���
�����������ܼ��ķ�������ѡ�IJ���ΪABS���ܼ������ԽϺã����������Ժã�������С�������ܼ��ı����������ߴ����⣬���ʺϲ���DZ�����ڣ�
����ģ�ߵĽṹ������ע����ĸ����������ܡ���Ʒ�ľ���Ҫ��ģ��������á�����Ч�ʵȣ�����˫��ǻģ�ߡ�
������ͨ��ʹ��SolidWorks����ʵ�����ͺ�֪
������m = 120 g��
������ȡ�����ܶ�Ϊ= 1.05g/cm3��
�������ܼ������ V = 114.29
������
���������ܼ�����Ϊ��ϩ�棭����ϩ������ϩ��������ΪAcrylonitrile-butadiene-styrene��
�׳�ΪABS���¾����ΪABS ��
������ABS��֬����ɫ������Dz�����״���״��������֬��������ζ������Ʒ���ų�������ɫ�����ɱ�ϩ�桢����ϩ�ͱ���ϩ���ֻ�ѧ����ϳɡ�ÿ�ֵ��嶼���в�ͬ���ԣ���ϩ���и�ǿ�ȡ����ȶ��Լ���ѧ�ȶ��ԣ�����ϩ���м����ԡ���������ԣ�����ϩ�����ӹ����߹��ȼ���ǿ�ȡ�����̬�Ͽ���ABS �Ƿǽᾧ�Բ��ϡ� ���е���ľۺϲ����˾����������Ԫ�����һ���DZ���ϩ-��ϩ��������࣬��һ���Ǿ۶���ϩ��ɢ�ࡣABS ��������Ҫȡ�������ֵ���ı����Լ������еķ��ӽṹ����Ϳ����ڲ�Ʒ����Ͼ��кܴ������ԣ�ABS ���Ͼ������õĿ����ǿ�ȡ�����Ӳ�ȡ��������ȡ��ߴ��ȶ��ԡ��ͻ�ѧҩƷ�Ժ͵��Ե�ԣ�����ĥ�ԽϺá����IJ��������ȱ����¶ȱȽϵͣ����¿�������ܲ����ã��ͺ��ԽϲABS ���ϵ�ʹ�÷�ΧΪ-40~100�档
������ע��ģ�����������ﴦ����ABS ���Ͼ�����ʪ�ԣ�Ҫ���ڼӹ�֮ǰ���и��ﴦ��������������� Ϊ80~90�������ٸ���2 Сʱ�������¶�Ӧ��֤С��0.1%�� �ۻ��¶ȣ�210~280�棻�����¶ȣ�245�档 ģ���¶ȣ�25~70�棨ģ���¶Ƚ�Ӱ���ܼ����ȣ��¶Ƚϵ����¹��Ƚϵͣ���ע���ٶȣ��и��ٶȡ�
������ABS ���ϵ���Ҫ����ָ�����2-1��
1 ���� 1
1.1 ģ�߸��� 1
1.2 �ҹ�����ģ����״����չ���� 1
2 ����ѡ���ܼ����սṹ���� 2
2.1 ����ѡȡ���������Է��� 2
2.2 �ܼ��Ľṹ�����Է��� 2
3 ģ����� 5
3.1 ע�����ѡ�� 5
3.1.1ע����ͺŵ�ȷ�� 5
3.1.2��ǻ������ȷ����У�� 5
3.1.3ע����У�� 6
3.1.4ע��ѹ����У�� 6
3.1.5��ģ�г̵�У�� 6
3.2 ��עϵͳ��� 7
3.2.1�����Ƽ���ģ���е�λ�� 7
3.2.2��עϵͳ����� 8
3.3 ����ϵͳ����� 10
3.4 ������������ 10
3.4.1��������Ľṹ��� 10
3.4.2������������ߴ�ļ��� 11
3.5 ��ģ���������� 15
3.6 ���������������� 16
3.7 �¶ȵ���ϵͳ 17
4 ģ����� 18
5 ��ģ�ṹ����� 19
6 ����� 22
�� л 23
����� 24
�� ¼�� 25