一、 冲压件工艺性分析:
1. 结构工艺性分析
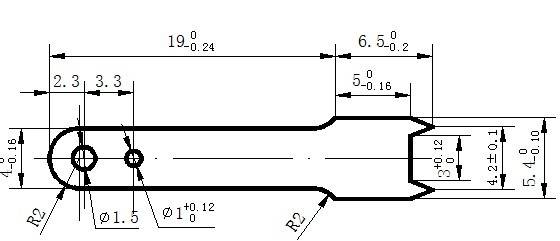
1) 该工件形状简单,规则,使用单次冲裁
2) 该冲件处有尖角,但图纸上无特殊要求,用圆角过渡
3) 冲件无悬臂和狭槽
4) 最小孔边距为(4-1.5)/2=1.25>1.5t,孔与孔之间的距离3.3-0.75-0.5=2.05>t,合理
5) 冲裁件端部带圆弧,因为该材料比较软,所以不会出现台阶
6) 受凸模强度和刚度限制,冲裁件上的孔不能太小。因为最小孔d=1>0.9t,所以合理
2. 公差和表面粗糙分析
1.) 该工件最小公差尺寸为φ1,上公差为+0.12,下公差为0,查的精度等级为IT12级,复合模冲孔能达到9级,落料能达到10级。
2.) 表面粗糙度,图纸未作特殊要求
3.) 冲裁材料H62,冲裁性能比较好,适合冲裁
二.工艺方案制定
1. 采用单冲模,分别做两副模具,冲孔模与落料模,但这样操作制件两次定位精度低,两副模具经济成本不高但模具寿命相对也较低,但需要劳动力多,管理成本多,分摊在单件上的成本较高,生产操作不安全。
2. 采用级进模即将冲孔和落料分成两个不同工位但装在同一副模具上同时完成不同工序冲裁,这种方法能使冲件精度较高,但是不适合批量生产,而且制造成本比较高。
3.采用复合模即冲孔和落料同时进行,一次定位能提高冲件精度且模具结构相对简单,制作费用较低,劳动力需求少,适合批量生产,制造成本一般。
结论:综合以上的比较,选择复合模工艺方案比较可行,符合各方面要求
三,冲压零件主要参数的计算
1.)搭边值的确定和条料宽度的确定
查课本表格2-6得普通冲裁的塔边值,材料厚0.5mm,弹压卸料,工件宽度L小于50毫米,即a=1.0,a1=1.2 由表2-7得剪料公差为0.4,条料宽度为27.9mm,材料利用率87%
2.)压力中心及冲压力计算
a.)冲裁力:Fp=1.3*68.01*0.5*225=9946.5N
b.)卸料力:FQ=0.04*9946.5=397.86N
c.)推件力:查表2-10得凹模刃口高h=4
FQ1=0.05*9946.5*4/0.5=3978.6N
采用弹压卸料和下出件装置:
铜垫片冲压模具设计
目录
设计课题2
一、 冲压件工艺性分析
1.制件结构工艺性分析3
2.公差和表面粗糙度分析3
二.工艺方案的制定 3
三.冲压零件主要参数的计算 4
1.确定搭边值,计算条料宽度 4
3.压力中心及冲压力的计算 5
4. 压力机标准公称压力确定: 6.
5.模具工作零件的刃口尺寸及公差的计算7.
四. 冲压模总体结构设计
1.模具类型8
3.模架类型的确定8
4.结构分析9
5.工作过程9
五.设计小结10
六.谢辞10
七.参考文献10
模具总图.dwg
铜垫片冲压模具设计.jpg
岗位实习.doc
铜垫片冲压模具设计.doc