随着社会的不断进步,人类不断的创造和发明,好质量、高科技的产品进入我们的生活中,剃须刀是男人不可缺少的工具之一,为了美观,市场上出现了不同的剃须盖。根据市场上出现的剃须盖,但不容忽视的方面:表面粗糙度以及质量问题。
剃须刀也跟着社会的进步而变化着,从手柄式刮剃须刀逐渐改变为电动手捏式单刀片、双刀片、三刀片剃须刀。剃须刀在使用后为了保持刀片的卫生情况,从而需要剃须盖防止灰尘和细菌进入,为了美观,市场上出现了不同的剃须盖。根据市场上出现的剃须盖,选择单刀片剃须盖为设计对象。(根据市场上单刀片剃须盖的观察以及了解,发现该产品的脱摸痕迹过于明显。所以此次设计对该制件在如何脱摸以及脱摸时减少脱摸痕迹为主要研究方向)
一、产品的设计及要求
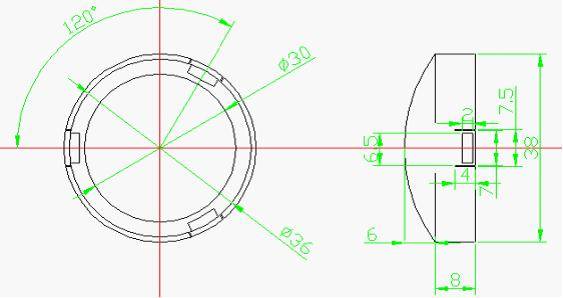
零件名称:剃须刀
生产批量:大批量
未注公差取:MT4精度
要求设计一套模具
二 塑件的工艺分析
2.1 分析塑件使用材料的种类及工艺特征
该塑件材料选用PS(聚苯乙稀)。具有一定的力学强度,化学稳定性及电气性能都较优良,透光性好,着色性佳,并易于成形。它的特点是差不多完全能耐水。缺点是耐热性较低,性较脆。而且其制品由于内应力容易碎裂,仅能于低负荷和不高的温度(60~75℃)下使用。
聚苯乙稀无色透明、无毒无味,落地时发出清脆的类似金属的声音,密度为1.054 g/cm³。聚苯乙稀的力学性能与聚合方法、相对分子质量大小、定向度和杂质量有关。相对分子质量越大,机械强度越高。聚苯乙稀有优良的电性能(尤其是高频绝缘性能)和一定的化学稳定性。聚苯乙稀能耐碱、硫酸、磷酸、10%~30%的盐酸、稀酸酸及其他有机酸,当不耐硝酸及氧化剂的作用,对水、乙醇、汽油、植物油及各种盐溶液也有足够的抗蚀能力,能溶于苯、甲苯、四氯化碳、氯仿、酮类和脂类等。聚苯乙稀耐热性低,热变形温度一般在70~98ºC,所以只能在不高的温度下使用。聚苯乙稀质地硬而脆,有较高的热膨胀系数,因此,限制了它在工程上的应用。进几十年来,由于有了改性聚苯乙稀和以聚苯乙稀为基体的共聚物,这在一定程度上克服了聚苯乙稀的缺点,又保留了它的优点,从而扩大了它的用途。各种仪表外壳,骨架,仪表指示灯,灯罩,汽车灯罩,化工贮酸槽、酸输送槽(特别如氢氟酸),化学仪器零件,电讯零件,由于透明度好,可用于制造光学仪器零件及透镜 。
结论:聚苯乙稀的流动性和成型性优良,故成品率高,但易出现裂纹,所以成型塑件的脱模斜度不宜过小,且推出要均匀;由于热膨胀系数高,塑件中不宜有嵌件,否则会因两者的热膨胀系数相差太大而导致开裂,且应注意塑件壁厚应均匀;宜用高料温、高模温、低注射压力成型并延长注射时间,以防止缩孔及变形,降低内应力,但料温过高,则容易出现银丝;由于流动性好,模具设计中大多采用点浇口形式。
1.无定形料,吸湿性小,不易分解,性脆易裂,热膨胀系数大,易产生内应力
2.流动性较好,溢边值0.03mm左右,防止出飞边
3.塑件壁厚应均匀,不宜有嵌件,(如有嵌件应预热),缺口,尖角,各面应圆滑连接
4.可用螺旋杆或柱塞式注射机加工,喷嘴可用直通式或自锁式
5.宜用高料温,模温、低注射压力,延长注射时间有利于降低内应力,防止缩孔、变形(尤其对厚壁塑件),但料温高易出银丝,料温低或脱模剂多则透明性差
6.可采用各种形式浇口,浇口与塑件应圆弧连接,防止去除浇口时损坏塑件,脱模斜度宜取2°以上,顶出均匀以防止脱模不良发生开裂、变形,可用热浇道结构
流道和浇口所有常规的浇口都可以使用。如果加工较小的部件,最好使用针尖型浇口或潜入式浇口;对于较厚的部件,最好使用扇形浇口。针尖型浇口或潜入式浇口的最小直径应为1mm;扇形浇口的厚度不能小于1mm。
分析塑件的结构工艺性
1)该塑件尺寸较小,除内表面带有小块特征外,其他结构比较简单,复杂程度不高。
2)尺寸精度分析 该件特殊要求尺寸有(单位均为mm):
型腔:、
型芯:、、、、、、
还有部分尺寸较小,对模具设计与制造没有太大影响,可忽略不计。
3) 表面质量分析 该塑件表面要求美观、无斑点、无熔接痕,而且表面质量要求比较光滑,故要对模具表面进行抛光外理。
工艺性分析
为了满足制品表面光滑的要求与提高成型效率采用侧浇口进料,塑料熔体通过型腔的侧面的底部注入型腔。查表和参考工厂实际应用的情况,聚丙稀的成型工艺参数可作如下选择。试模时,可根据实际情况作适当调整。
注射成型机类型:柱塞式
密度(g/cm³):1.04~1.06
计算收缩率:0.6~0.8
预热/温度:60~75
预热/时间:2
注射压力(Mpa):60~110
适用注射机类型:螺杆、柱塞均可
后处理/方法:红外线灯、鼓风洪箱
后处理/温度(ºC)70
后处理/时间(H)2~4
注射速度:为避免材料降解,一般要用相当地的注射速度。
PS塑料成型工艺参数:
工艺参数 规格 工艺参数 规格
预热和干燥 温度t/℃ 60~75 注射压力p/Mpa 60~110
时间 τ/h 2
料筒温度t/℃ 后段 140~160 成型时间τ/s 注射时间
15~45
高压时间 0~3
中段 冷却时间 15~60
前段 170~190 总周期 40~120
模具温度t/℃ 32~65 螺杆转速n/(r·) 48
三 初步确定型腔数目及排列方式
3.1初步确定型腔数目
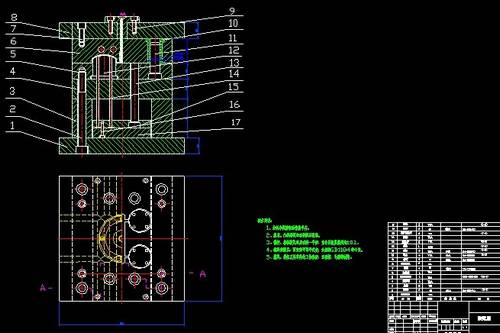
根据塑件的结构及尺寸精度要求,采用组合式型腔,一模四腔,设计型腔排列如下:
图3.1 型腔分布图
这样设计有利于浇注系统的排列和模具的平衡,模具设计简单,模具加工方便,有利于脱模,减少模具厚度,但是分流道较长,塑料熔体填充较难。
四 注射机的选择
4.1 塑件体积的计算
根据零件的三维模型,利用三维软件直接查询到塑件的体积为1784.5 mm
塑件总体积: ≈1784.5 cmx4=7138mm
塑件重量:M=7138x1.04g≈7.4g
4.2按注射机的最大注射量确定型腔数目
根据 (4-1)
得 (4-2)
注射机最大注射量的利用系数,一般取0.8;
注射机最大注射量,cmз或g;
浇注系统凝料量,cmз或g;
单个塑件体积或质量,cmз或g;
4.3估算浇注系统的体积
目 录
前言 2
一、产品的设计要求 3
二、塑件的工艺
2.1分析塑件使用材料的种类及工艺特征 5
2.2分析塑件的结构工艺性….. 5
2.3工艺性分析 6
三、初步确定型腔数目及排列方式
3.1初步确定型腔数目 7
四 注射机的选择
4.1 塑件体积的计算 8
4.2 注射机的最大注射量确定型腔数目 8
4.3估算浇注系统的体积 8
五 浇注系统的设计
5.1主流道的设计 9
5.2 分流道的设计 10
5.3浇口的设计 11
5.4冷料穴的设计 12
5.5排气系统的设计 12
5.6分型面的选择设计原则 12
六 模架的选用 13、14
七 成型零部件的设计 15、16
八 导向机构的设计
8.1导柱的设计 17
8.2导套的结构设计 18
8.3推出机构的设计 19
九 加热、冷却系统的设计
9.1 求塑件在硬化时每小时释放的热量 20
9.2 求冷却水的体积流量V 20
十 校核
10.1组合式圆形型腔壁厚度的计 …21
10.2组合式圆形型腔底板厚度的计算 21
10.3注射机有关工艺参数的校核… 21
10.4模具厚度H与注射机闭和高度 .22
十一开合模过程 …. 22
结束语 23
致谢 24
参考文献 24
导套.dwg
导柱.dwg
复位杆.dwg
行腔.dwg
浇口套.dwg
零件图.dwg
上模座板.dwg
推板.dwg
推杆固定板.dwg
下模座板.dwg
限位螺钉.dwg
型芯.dwg
型芯固定板.dwg
总装配图.dwg
毕业设计(论文).doc