���������˵�������ڶ�����ģ�����ϳ���ģ��������ϵͳ�о��Ļ����ϣ�������ˮ�ۼ���ģ�ߵ��������ȫ��������������design����UG������Ϊ����ƽ̨�����ò�ͼsketch�������ڽ�ģ״̬state������at your will�õ�����Ҫ�Ľṹ��״form�����improve�˽�ģ�ľ�ȷ��accuracy���ӿ��˽�ģ���ٶȡ�����ˮ�۵���Ƶ����ݰ�����Ʒ�IJ���ѡ�ں��ȷ���������ʵ�ȷ���Լ���UG�������ƵĹ��̡�����ˮ�۵�ģ�ߵ���ƣ�������ǻ��Ŀ��ȷ������ǻ�����漰��עϵͳ��ѡ��ע�����ģ���㲿������Ƽ����������ṹ��������ǻ��Ŀ��ѡ���У�������һģ��ǻ����Ʒ��������ͷ��ôﵽ����ѡ�
�ؼ��ʣ�ģ�ߣ�UG ����ϵͳ������ˮ�ۣ����ϳ���ģ�ߣ�ģ�����
1 ˮ�ۼ���ע��ģ��������巽��
1.1 ���巽����֤
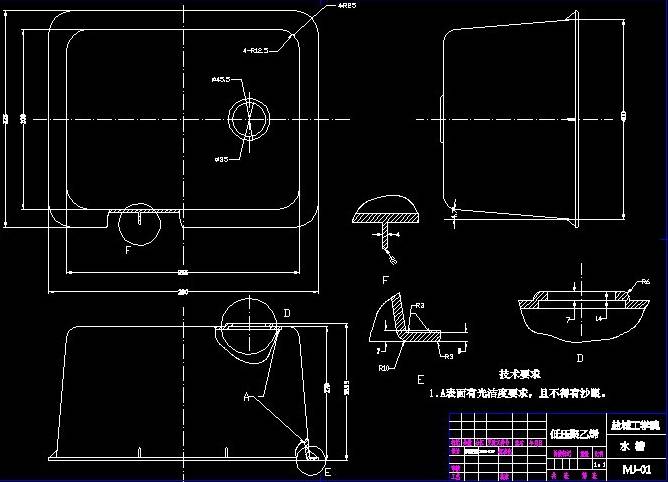
���α�ҵ��Ƶ������������ˮ�ۼ���ģ�ߵ���ƣ�ˮ�۲��ֵ����Ӧ�ó�ֿ��ǵ����İ�ģ�Ƕȣ���Ϊ�����Ʒ�ijߴ�ϴ���ʹ�ô�İ�ģ�ǶȲ�������俪ģ��ˮ��ģ�ߵ���Ʋ�����Ӧ������ȴˮ���ķֲ��Ƿ�������Ƿ��ܹ��ܺõ���ȴ��Ʒ���Ҳ�Ӱ����������İ��š������������IJ�λ�Ƿ��Ӱ�쵽��Ʒ������档���о��ǽ����IJ��ã�����Ҫ�ڲ������ʱ�����䣬���Ҳ�����������Ʒ��������ϡ�������ҵĽ��������ˮ�����ģ����ڿ��ǵ�������⣬��ȥ�������������������һ����������Ʋ�ͬ�ĵط�������Ʒ�İڷ�λ�úʹ�ͳ�������180�ȣ���������Ʒ��������ʱ��Ͳ���Ӱ�쵽����ۡ�
2 ����ˮ����Ʋ���
2.1 UG������Ʋ���
���α�ҵ��Ƶ�ˮ����ƺ�ˮ��ģ�ߵ���Ʋ��֣��Ҷ�����UG��������ɵġ�
Unigraphics�����UG��������UGS��˾��������Ʒ����ȫ��Ӧ�����ձ�ļ����������ơ��������졢�������̣�CAD/CAM/CAE��һ�廯������ϵͳ֮һ����ȫ���Ѿ��ڶ��û����㷺Ӧ���ڻ�е���������ɻ��������������ȸ�����ҵ�IJ�Ʒ��ơ������������[6]
��UG�У�ģ�����ɸ�������ͨ��һ������Ϲ�ϵ��λ�ù�ϵ�����һ������⡣���ܶ�ģ���и��������Ľ���˳������Ϸ���û�����ƣ���Ϊ�˽���һ���õ�������Ʒģ�ͣ�����ģ�ͱ༭�����������ظ���ʱ���ִ���ļ��ʣ�һ�����������Ʒ�ļӹ�˳������Ϊ����ģ���и�������˳���õ�����һ��Ҳ�����ܲ�����ӹ���״��һ�µ�������
��Ȼ��CAD/CAMϵͳ�еĽ�ģ���̲�������ʵ�ʼӹ�����һ�£������õĽ�ģ����Ҳ��ӹ�ʱ����״��ͬ����Ҫ������ʵ�ʼӹ����������彨ģʱ���ɴ�����ѭ���µĹ��̣���˵���ǴӴֵ�ϸ�Ĺ��̡�����ģ�͵����ս����ʵ�壬���¹�����ֻ������ֱ�ӽ���ʵ�彨ģ��һЩ��������һЩ�Ƚϸ��ӵ�ģ�ͣ�����ֱ�Ӳ���ʵ�彨ģ�IJ�������ʱ���ɲ���������������������ʵ��ı��棬�ڷ�ϳ�ʵ���������������γ�ʵ�塣
2.1.1 ѡ���������
������ѡ����������൱����һ��ë�����Ƽ�ʹ������������Ϊ����������
������ɨ���壺�����壨Extruded Body������ת�壨Revolved Body�����ܵ���Tube����
���������أ��飨Block����Բ����Cylinder����Բ��Cone������Sphere����
������һ��ֻʹ�����������е�ijһ����Ϊ�����������ر��Ƕ�����������������ѡ���Բ�ͼ������Ϊ�������߽��������������ת�塣
2.1.2 ����ģ�͵Ĵ�����״
����ģ�͵Ĵ�����״�൱�ڶ�ë�����дּӹ����Ƽ�ʹ��������������ģ�͵Ĵ�����״��
���������Ӳ��ϵ�������̨��Boss�����棨Pad����
������ȥ�����ϵ��������ף�Hole����ǻ��Pocket����ֱ�ۣ�Slot�������ۣ�Groove����
������ɨ�������������塢��ת�壬�÷�����ƽ���Ͻ����IJ�ͼ��Ϊ�������ߣ����������Ӳ��ϻ�ȥ�����ϡ�
�������û��Զ���������User Defined Feature�������������Ӳ��ϻ�ȥ�����ϡ�
2.1.3 ��ģ�ͽ���ϸ��
��������ģ�ͽ���ϸ���൱�ڶԴּӹ����ģ�ͽ��о��ӹ�����ʹ�ø�������������ϸ��ģ�ͣ���ɶ�ģ�͵Ľ�����
��������������������Unite�����Subtract��������Intersect����һ���ڲ�����������ɣ���Щ���Զ���ɣ������赥���IJ���������
��������Բ���ǣ��ߵ�Բ��Edge Blend�����浹Բ��Face Blend��������Բ��Soft Blend�������ǣ�Chamfer����
�������������������壨Trim Body�����οգ�Hollow�����������ã�Instance������б�ȣ�Taper������Ƭ�壨Patch Body������ϣ�Sew��[6]
�����õı�ҵ��ƿ���ֱ���ڽ�ģ��������ɣ����ؽ����ڲ�ͼ����Ϊ����ڲ�ͼ������ɣ�����Ƶĺܶ�ط����в�����ϵ������ı�һ����������ô�����ط�Ҳ������ܵ�Ӱ�졣��ֱ���ڽ�ģ������������ƵĻ����ھ��ò�����IJ��ֿ���������ĵġ��Ҿ�������UGһ���ܴ����ɫ��
����˵ˮ����Ʒ����ƹ��̣�
�ڽ�ģ״̬�£������������е� ������ֱ�ӽ���һ����С�൱��ʵ����������߸����߽ṹ���ö�������ĸ�����ķ�������һ�����Σ�Ȼ��ͨ����������Ѿ������ɾ����塣
ˮ��������Ϊ��һ���ߣ���ͻ�����ģ���ô�Ϳ��Ը��ݳߴ��ھ�������ϱ��濪ʼ���¶�������Ӧ��λ�������壬�����õ����ϲ�ʵ���Ե���в������õ�����Ҫ�ijߴ硣��ʱˮ���������ֿ��IJ��֣������ʱ�������ֻ����ܽ�ϣ���Ϊ���ⲿ�ַֿ���Ҫ��ˮ�����沿�ֽ����οղ�����
��������ˮ�۵��ϱ�������οտ��Եõ����ϱ���֮������ʵ���涼����һ���ĺ�ȣ��ڱ�����и���ʵ����ȡ����ͬ���ĺ�ȡ������Ϳ��Եĵ�ˮ���ڲ��пղ��֣����Ǵ�ʱˮ�۱��ֿ����ϰ벿���м仹û���οգ���ʱ�����������沿�ֵ��IJ��ڱ���������죬Ȼ����ϲ��ֽ����п����壬�ı�ȫ��ȫ���п�������õ����Ŀ�ʵ���Լ������ʵ����н�ϣ��Ϳ��Եõ�ˮ�۵Ĵ����״��
ˮ�۵ĵײ���һ��̨�ף�UG��������ר������̨��������ǣ����Ҹ��˵ľ�����˵��������̨�����λ�Ƚϸ��ӣ�������ѡ��������Բ��ʵ�������Ȼ������ʵ����в���������ಢ��������һ���Ϳ��Եĵ�����ϣ���õ���Բ��Բ̨���������˼·����������Ҫ��̨�ĵط�����һ��Բ������������õ�Բ��ʵ�壬���ʵ��ij��Ȳ�Ҫ����ˮ�۵��ڱ��漴�ɣ������������ĵط���ˮ�������ľ��룬“�����ٲ�”�����в�����Ȼ������ʵ���ò������㲢��Ϊһ��ʵ�塣��ͬ����Բ������С��Բ�Ļ���Բ������Ϊʵ�壬���ʵ�峬��ˮ�۵�������棬��ʵ���ò��������������㣬�õ���С��ͨ�ס�����ͬ���ķ���������̨�����ڱ���ijߴ���Բ����������õ�̨�ס�
ˮ����������²��л���,���Բ���������ķ��������д��������Ȱ�ˮ���°벿�ֵ���������������ţ������������²��ֵĽ���������ķ�ʽ�����п����壬�����Եõ�ͬ����Ч����Ȼ��ѽ������ⲹ������Ҫ��λ�ã�����������������߲������������ԱȽϷ���һ�㡣�õ���Ҫ������֮�����Z������иȻ������ת������Z����ƽ�ƣ�ƽ�Ƶľ���Ϊ�۵���ȣ��ٽ���X��Y������и�������ʵ��ɾ����ʣ�µIJ��ֽ��н�ϣ�ˮ�۵Ĵ�����״���Ѿ��õ��ˡ�
���IJ�����ǵ�Բ�ǣ���������Ҫ���ǵIJ��ֽ��е�Բ�ǣ�������Բ�ǵĴ�С�вο����Ϻ�ʵ�����������
����UG�ҵ����ĸ��ܾ��Dz��ò�ͼ�������ڽ�ģ״̬�����ĵõ�����Ҫ�Ľṹ��״��
2.2 ����ˮ�۵IJ���ȷ��
2.2.1 ��Ʒ�IJ���ѡ��
��������ѹ����ϩ�����ں��нϸߵ���Է����������ܶȡ��ᾧ�ȣ�����ʵؼ�Ӳ���ͺ��������ã���70��ʱ��������������ѧ���ܸܺߣ��������л��ܼ�����ˮ�Լ�С���к�ͻ���ĵ������ܺ����õ��ͷ����ԡ��û�����Ϳ������Ϳ��Ϳ�ڽ������棬���Դﵽ��Ħ�ͷ���ʴ��Ŀ�ġ�ȱ���ǻ�еǿ�Ȳ��ߣ��ȱ�
�������¶Ⱥܵͣ��ʲ��ܳ��ܽϸߵ��غɡ�[4]��ѹ����ϩ���ֲ��ϱȽϷ��������Ҫ�����ѡ���ѹ����ϩ��Ϊ����ˮ�ۡ�
2.2.2 �ں��ȷ��
����������ԭ���ϵ�Ҫ����Ʒ�ıں�Ҫ���ȡ������ɴ�����������һ����Ϊ���������е���ȴʱ��������Ʒ�ں�����ģ�����ijһ���ֽϺ���ô��ȴʱ���ܺ�IJ���Ӱ����ӳ��������ڣ�ʹ����Ч�ʽ��͡����ǣ���Ϊ��ȴ�е���֬�����̹����м������������ں����������������������������������ڲ�Ӧ�������·������λ��ѡ�
������ ȷ���ں�ʱ��Ҫע����ص��������£�
��������������1���Ƿ�����㹻�Ľṹǿ�ȣ�
��������������2���Ƿ�����㹻����ģǿ�ȣ�
��3���Ƿ�ʹ��������ȷ�ɢ��
��������������4���ܷ��ֹ��Ƕ�����Ƕ��������Ŀ��ѣ�
��������������5���ܷ���ǿ����Ʒ�ij��Ϳײ������۽Ӻ�ǿ�ȣ�
��������������6���ܷ��ֹ���ڲ�λ�����˺ͺ�ڲ�λ�����ף�
����7���Ƿ��ֿ����˱��ڼ���߲�λ����֬�����ԣ��ܷ��ֹ��䲻��������[1]
��������Ϊ����ƷΪˮ�ۣ��ɼ��ã�Ҳ�����ڹ�ҵ�У�����ҵıں�ȷ����7mm���Ա�֤��ǿ�ȡ�
2.2.3 �սDz�Բ�ǵ�ȷ��
�����ڲ�Ӧ����������������ཻ��,�������ڹսǴ���Ϊ�˼��ٱ��Σ��ڸ�������Բ�ǿ�ʹӦ����ɢ��ͬʱ���ܸ�����֬�������ԣ�Ҳ��������ģ��[1]
ͨ���ı�ڵĺ��T��R�ı�������Ӧ��ϵ��Ҳ��Ӧ�ı䡣��R/TΪ0.3����ʱ��Ӧ���������ӣ���R/TΪ0.8����ʱ����Ӧ�������ӷ��������ԡ�
�˴���Ƶ���Ʒ��Ҫ����ڶ�����Բ��,���ϱ�����ȡ�սǵ��ڲ���Բ��,��RΪ1/2�ں���������������Ӧ�����У�ʹ�սǴ��ں�������1/3����Ʒ�����Ҳ����Բ�ǣ���RΪ2/3�ں��������������ơ���ˣ���Ʒ���ڲ�Բ��Ϊ3.5mm�����Բ��Ϊ10.5mm��
2.2.4 ��ǿ���ѡ��
�������ܼ��Ľṹ��״���������������������ɵġ��������нϴ��ƽ�棬�������ӱں��ڹ������ܵ����ƣ�Ϊ������ʹ���϶�ǿ�ȡ��նȵ�Ҫ��Ҫ���ü�ǿ�
��Ƽ�ǿ��ʱ��Ӧʹ�м��������0.5mm���ϣ�����ʹ֧��������ƽֱ��[3]
�ڱ���Ʒ������У��Ҿ�������������ǿ�������ʹ���϶�ǿ�ȡ��նȵ�Ҫ��
2.2.5 ע��ģ�����������ģб��
�ڼӹ�����������ʱ,Ϊ��ʹ�ܼ����κ����ڴ�ģ����ǻ���ѳ����ڴ�ֱ�ڷ������ģ�밼ģ�����ϱ����Ƴ���ģб�ȡ���ģб�ȴ�С���ɸ����ܼ���״���ڵı����θ߶ȵ��������������ڲ�Ӱ���ܼ���������������£�Ӧ����ѡȡ���ֵ��
�ڼӹ�������ʱ����ǻ�ijߴ�Ӧ�Դ��Ϊ����б��Ӧ�Ӵ�˳ߴ���С�˽�ȡ����о�ijߴ�ǡ�ý�ȡ�����෴��Ӧ��С�˳ߴ�Ϊ��б��Ӧ��С�����˷����ȡ��[2]
Ϊʹ��Ʒ�ڳ��������ܹ�˳���ش���ǻ���ѳ��Լ�˳������о�б���������Ʒ����������б�ȡ�����ģб�ȵĴ�С����Ʒ����ֲڶȡ���״�Լ��ߴ羫�ȵIJ�ͬ����ͬ����ͨ����С���ܵ���0.5º��
���ڸ߹�����������Ʒ��PMMA��S/AN��PC���ȣ�Ϊ��֤����ģ�����У���Ʒ��������涼���ᱻ���ˣ�����ǻ����о����ģб�ȣ���С���õ���2º��
�������ڳ��ͳ����ȳ���5��1������ģ����û��̫���λ�����ö��˵���Ʒʱ��Ϊ��ֹ��Ʒ��������Σ�����ʩ�Խϴ�ע��ѹ�������Ӧ����������Ʒ�Ӵ����ģб�ȣ�ͨ��������8º��
����������Ʒ�г�����ʱ���������϶Գ�����Ʒ��о���нϴ��“����”���������Ҫ����ϴ����ģб�ȡ�
��������������Ʒ��û�н�dz�İ�̨��̨����ȡ�
�����������ͼֽ��������״����ע��ģб�ȣ��������Ӧ��ע�⣬��Щ��״�Ĺ��Χ����Ҫ������ģ������������ģ��б�ȵ���Ҫ��[4]
������������Ʒѡ�õIJ���Ϊ����ϩ������Ʒ�ijߴ�ϴ���ѡ��ϴ����ģб�ȣ�����ѡȡ��ģб��Ϊ4.7º������ģб��ѡΪ10º
2.2.6 ��Ʒ�ijߴ繫��
������һ��ģ�߳�������Ĺ���ԼΪ��Ʒ��Ӧ�ߴ繫���1/3~1/4���Ӷ���Ʒ����ı�����˵������ܱ���Ϊ��Ҫ����ֵĸ߾��ȡ�����Ϊ�˱����Ƴߴ�ijߴ繫�������ɱں������������ȷ����Ʒ���еı��ڳߴ�������ľ��ȡ��ڳ�������ijߴ���Ҳ��һЩ�ߴ粻��ע������ڱ��뾫ȷ�IJ�λ��������ľ༰λ�ڹ��Ƴߴ�˲��ıں�Ⱦͱ����ע�����5.4��ʾ��Щ�ߴ�Ĺ��
Ŀ ¼
���� 1
ˮ�ۼ���ע��ģ��������巽��… 3
1.1 ���巽����֤ 3
2 ˮ����Ʋ��� 4
2.1 UG������Ʋ��� … 4
2.2 ����ˮ�۵IJ����趨 … 6
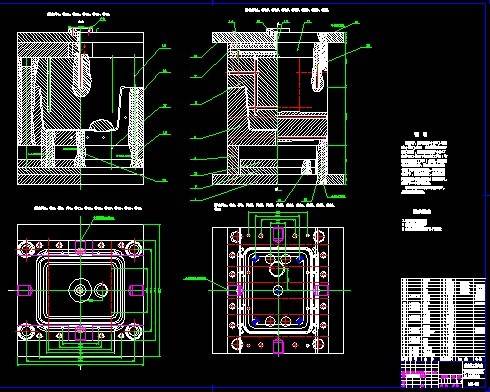
3 ˮ��ģ����Ʋ��� 11
3.1 ȷ����ǻ��Ŀ 11
3.2 ��ǻ�����漰��עϵͳ 14
3.3 ע�����ģ���㲿������� 16
3.4 ���������ṹ�� 21
3.5 ��ģ���� 22
3.6 ����� 22
3.7 Ԥ�ڽ�� 22
4 ���� 23
��л 24
����� 25
�����嵥… 26
B9912063����.dwg
B9912063����.dwg
B9912063������.dwg
B9912063������1.dwg
B9912063��ģ�̶���.dwg
B9912063��λ�h.dwg
B9912063��ģ�̶���.dwg
B9912063��픳���.dwg
B9912063��픳���.dwg
B9912063��ǻ.dwg
B9912063��о.dwg
B9912063ע�Ϲ�.dwg
B9912063װ��ͼ.dwg
B9912063�ܼ�ͼ.dwg
���չ��̿�Ƭ111.dwg
B9912063Ŀ¼.doc
B9912063���˵����.doc
B9912063-����ϼ-�����嵥.doc
B9912063ժҪ.doc