精冲是冲压中一种比较先进的金属加工方法,它在汽车、航天等领域正在发挥越来越重要的作用。随着工业技术的发展,精冲的作用会在更多领域得到广泛应用。
本说明书通过对汽车制动器调节齿板工艺的正确分析,在查阅了大量相关资料后,设计了一套精密冲压模具。本文从工艺分析开始对整个设计过程进行了详尽的介绍,叙述了模具成型零件的设计与加工工艺过程,主要零件的工艺参数的选择与计算,压力中心的计算,精冲压力机的选择等。本设计中对模具的结构进行了一定的改良和创新,使之更易操作和维修,在不影响工件质量的前提下,降低了生产成本。有利于精冲模具的普及和发展。
关键词:汽车制动器调节齿板;精冲;模具设计
精冲技术发明于1923年,20世纪50年代进入实用阶段。60年代以前精冲主要用于仪器仪表、办公机械等行业。70年代以后,精冲进入汽车、摩托车行业。70年代后期开始进入精冲件大型化阶段。80年代精冲复合工艺迅速发展,出现了精冲和半冲孔、压沉孔、压扁、挤压、体积成形、压印、弯曲及翻边等复合工艺。90年代精冲复合工艺进一步发展,已经可以加工复杂的三维精冲件[4]。
拨叉精冲件的研制成功象征着精冲技术的发展进入了一个新的阶段。
目前,精冲技术最发达的国家是瑞士、德国和日本。瑞士的Finetool公司、Sch mid公司、德国的SMG公司和日本的川崎油工株式会社等均是精冲压力机的主要生产厂家。其中Finetool公司是较大的跨国公司,在许多国家拥有精冲件生产开发基地;而日本的山本制作所是专业生产精冲件的公司,拥有近20台精冲压力机,在日本的精冲件市场上占据相当大的份额。精冲技术在国外的应用已经相当成熟。
现在世界上几乎没有一辆汽车不使用精冲零件。从60年代起,北京机电研究所率先开展精冲技术研究,对精冲中厚板齿形件技术、精冲挤压复合成形技术及复杂形状三维精冲件的制造技术进行深入研究,开发出近百套单工位及多工位精冲模具,加工出汽车变速箱换挡全套拨叉的复杂三维精冲零件,厚度达到8.5,材质涉及碳钢、合金钢、铜合金和铝合金等有色金属[5]。
现在各大汽车生产厂家都己建立了自己的精冲生产基地,国内也拥有广州精冲件制造公司、北京机电研究所、二汽冲模厂、上海星火模具厂及武汉长江有线电厂等专业性精冲件生产厂家或精冲生产点。由于国内的精冲起步较晚,在汽车、摩托车上的应用还不很广泛,主要原因是精冲技术含量相当高,人们对精冲工艺和模具设计技术的掌握不够,加之精冲模具的制造精度不高,缺乏专用压力机,以及所用材料不合适等诸多因素阻碍了精冲技术的推广和应用。
1.3.2精冲技术在国内的发展
目前,我国精冲技术的应用尚处于起步阶段,汽车、摩托车零部件精冲化开发与发达国家相比还有很大差距。1976年中国与Feintool公司开始精冲技术交流,Feinto公司第一次向我国提供了精冲技术培训资料,我国第一次引进了精冲机,已从最初的手表、照相机工业逐步扩大到机械工业,1980年我国开始把精冲技术引入汽车工业。预计未来两年内,我国小轿车的产量将超过100万辆,每辆车上使用的精冲件约80个,因此汽车行业每年需用的精冲件接近1亿个[7]。而当前摩托车的年产量达1200万辆,每辆摩托车上可以用精冲生产的零件也有20余个,所以总的需求量将达到2.4亿个。
随着我国汽车、摩托车工业的迅速发展,新车型更新换代的速度不断加快,传统的加工方法已经不能适应发展的要求。汽车、摩托车精冲件主要向更厚、尺寸更大、强度更高、功能更复杂的方向发展。因此,大力发展精冲技术,将是开发汽车、摩托车零部件精冲化生产首先要面对的问题[8]。
精冲模具作为汽车、摩托车精冲件生产的工艺装备将直接制约着汽车产品的质量和新车型的开发。据中国模具行业协会的不完全调查统计,近年来我国引进的汽车模具每年约2亿美元,这不仅耗费了大量的外汇,而且严重阻碍了汽车产品的更新换代[9]。在模具的设讨制造中,是否采用了CAD/CAM/CAE技术,已是汽车、摩托车精冲件模具制造的现代方法区分于传统加工方法的重要标志,也是发展我国汽车工业的必然趋势。
发展汽车、摩托车零部件的精冲化生产,还必须着手制定“汽车、摩托车精冲件系列型谱”。这项工作的意义在于搞清现有汽车、摩托车所需精冲件的种类、规格和数量,以便开展有针对性的汽车精冲件模具系列化设计。
精冲技术在我国的推广应用不理想,我认为有以下原因:
1)精冲机的价格昂贵(是普通压力机的510倍),多数企业无力投资。
2)精冲机的专业性强,对多品种小批量的适应性差(批量小时单件成本较高)。只有在生产批量达到一定规模后才是经济的,根据我国各行业的状况:市场瓜分为许多单元,各厂家各自为阵,很难形成较大批量的生产,这与精冲技术生产不宜分散、应适当集中相违背[10]。
3)精冲技术是一个较新、较复杂的技术,它不仅要有先进的精冲机,还要有许多先进的配套设备(包括精密的检测设备和精密的模具加工设备等),另外,还要有一批高素质的工程师和技术工人,才能掌握和发挥它的作用,才能在生产实际中充分体现出它的先进性和经济性[11]。因此精冲技术是一项高技术的系统工程,应该集中一定的人力、物力和财力去较快地掌握和应用它。
4)由于精冲技术在我国仍属起步阶段,精冲设备、精冲模具、精冲材料和精冲润滑油等在国内还不配套,为了加快国内冲压行业发展的步伐和加入世贸组织后经济全球化的挑战,在起步阶段从国外引进部分设备、模具和原材料是不可避免和必要的;但是,从发展的角度来看,无论是精冲机精冲模具,还是精冲材料都应该立足于国内,加强技术队伍和人才的培养与开发,这些都是精冲技术国产化过程不可逾越的步骤。研制实用的精冲复动模具,以便在普通压力机上进行零件的精冲,降低其产品成本是当前的重点。
课题研究的目的意义及论文主要研究内容
在当代社会,精冲技术作为一种优质、高效、低耗的精加工手段,具有广阔的发展前景。以精冲这种先进工艺大量取代传统机加工工艺来生产零件,是制造业发展的一个主要方向。由于未来市场对更厚、尺寸更大、强度更高、功能更复杂精冲零件的不断需求,精冲技术将在工艺、模具、精冲材料、润滑及设备等方面全面提升。一个崭新的、系统化的、全球性的精冲工业网将会出现。精冲技术作为制造业技术中的一个重要组成部分,将因其独特的、无法替代的少、无切削性精加工优点,在未来的社会中充分发挥出应有的作用[12]。
本文以冲压理论为基础,以汽车制动器调节齿板为研究对象,采用先进的精冲理论,全面分析汽车制动器调节齿板的冲压工艺性能,同时进行工艺设计与模具结构设计方面的探讨,从而对汽车制动器调节齿板的模具结构设计与改进具有极其重要的实用价值和指导意义。
本文的主要内容归纳如下:
1)简要阐述精密冲裁工艺与精密冲裁模的设计,论述了常见冲压模具的设计方法。
2)介绍了汽车制动器调节齿板精冲模具的冲压工艺,常用结构及其主要零件的设计方法和步骤。
3)对设计过程中的收获和不足进行总结并对后续研究工作做出展望。
冲压件工艺分析
冲压件形状和尺寸
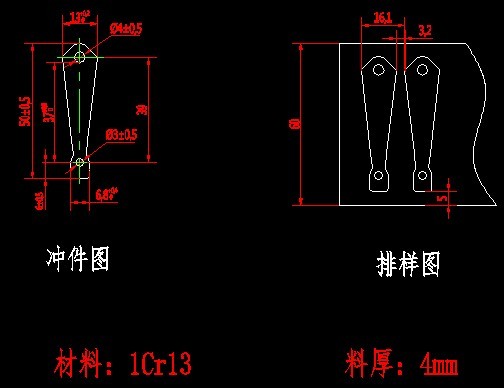
该冲裁件(如图3.1所示)结构相对简单,各直线或曲线的连接处都有圆角,无尖角,比较适合冲裁。
材料性能:该冲裁件的材料1Cr13是合金钢,具有良好的可冲压性能,适合精冲生产。
冲压精度:精冲件的尺寸公差与零件材料厚度等因素有关。
本零件材料厚度4
公差等级 公差
A=4 IT7 0.079
B=51 IT8 0.022
C=39.5 IT7+0.04 0.083
3.1.2 排样设计
1)排样:
排样指冲裁件在条料上或条料在板料上的布置形式。
排样的目的是提高材料利用率。
(1)材料利用率
K=F0/F×100%=冲裁件实际面积×100%其中: K=材料利用率。
F=板料面积。
F0=冲裁件面积设计废料:工件的各种内孔所产生的废料。
(2)冲裁件的废料:
工艺废料:由于工件之间及工件与条料侧边之间的边存在而产生的废料及料头料尾而产生的废料。取决于冲压方法和排样方法。 设计废料:工件内孔而产生的废料
(3)排样方法:
有废料排样:即工件与工件之间,工件与条料边缘间都有塔边存在。
少废料排样:即工件与工件间有搭边存在。工件与条料边缘大废料搭边存在。
无废料的排样:即工件与工件间,工件与条料边缘之间均无搭边存在。具体的排样形式有:直排,斜排,对排,混合排样,多排冲裁搭边。
根据生产规模和实际需要选择直排方式。
目 录
第1章 绪论 1
1.1 精冲概述 1
1.2 精冲的原理及特点 1
1.2.1 精密冲裁的原理 1
1.2.2 精密冲裁的特点 2
1.3 精冲技术的国内外研究状况和发展 2
1.3.1精冲技术在国际上的应用 2
1.3.2精冲技术在国内的发展 3
1.4 课题研究的目的意义及论文主要研究内容 4
第2章 精密冲裁工艺与精密冲裁模的设计 5
2.1 精密冲裁工艺 5
2.1.1 精冲的分类 5
2.1.2 精冲材料 8
2.1.3 精冲零件的工艺性 9
2.1.4 精冲零件的质量 10
2.1.5 精冲工艺的应用范围 11
2.2 精密冲裁模的结构和设计 12
2.2.1 精冲模具结构 12
2.2.2 精冲模具设计的基本原则 12
2.2.3 精冲设备 13
2.3 本章小结 13
第3章 汽车制动器调节齿板精冲模设计 14
3.1 冲压工艺设计 14
3.1.1 冲压件工艺分析 14
3.1.2 排样设计 15
3.1.3 冲压工艺力计算 16
3.1.4 工作零件刃口尺寸计算 18
3.1.5 压力中心计算 18
3.2 模具结构设计 19
3.2.1 凸模设计 19
3.2.2 凹模的设计 20
3.2.3 卸料板的设计 21
3.2.4 推件装置 23
3.2.5 挡料销 24
3.2.6 橡胶 25
3.2.6支撑零件设计 25
3.2.7压力机的选用 27
3.3 模具制造装配要点 28
3.4 本章小结 29
第4章 结论 30
参考文献 31
致谢 32
凸凹模(a4).dwg
凸凹模固定板(a2).dwg
装配图(a0).dwg
论文(caohong).doc