本课题主要是外壳落料拉深模具设计,冲压方案及压力机的选用。为企业解决实际的问题。本课题的设计综合运用了我们所学的机械制图、冷冲压工艺与模具设计、模具设计与制造、冲压模具简明设计手册、公差配合与技术测量基础、冷冲压模具设计指导等专业理论知识、通过设计提高了我的基础理论知识和查阅各种资料的综合分析的能力,使我得到了一次运用所学知识的综合训练。
关键词:外壳落料拉深模具、冲压方案。
第1章 绪论
1.1冲压的概念、特点及应用
冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。冲压通常是在常温下对材料进行冷变形加工,且主要采用板料来加工成所需零件,所以也叫冷冲压或板料冲压。冲压是材料压力加工或塑性加工的主要方法之一,隶属于材料成型工程术。
冲压所使用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。
与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点。主要表现如下。
(1) 冲压加工的生产效率高,且操作方便,易于实现机械化与自动化。这是因为冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能得到一个冲件。
(2)冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。
(3)冲压可加工出尺寸范围较大、形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁、覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。
(4)冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。
但是,冲压加工所使用的模具一般具有专用性,有时一个复杂零件需要数套模具才能加工成形,且模具制造的精度高,技术要求高,是技术密集形产品。所以,只有在冲压件生产批量较大的情况下,冲压加工的优点才能充分体现,从而获得较好的经济效益。
冲压地、在现代工业生产中,尤其是大批量生产中应用十分广泛。相当多的工业部门越来越多地采用冲压法加工产品零部件,如汽车、农机、仪器、仪表、电子、航空、航天、家电及轻工等行业。在这些工业部门中,冲压件所占的比重都相当的大,
少则60%以上,多则90%以上。不少过去用锻造=铸造和切削加工方法制造的零件,现在大多数也被质量轻、刚度好的冲压件所代替。因此可以说,如果生产中不谅采用冲压工艺,许多工业部门要提高生产效率和产品质量、降低生产成本、快速进行产品更新换代等都是难以实现的。
第2章 落料拉深模设计
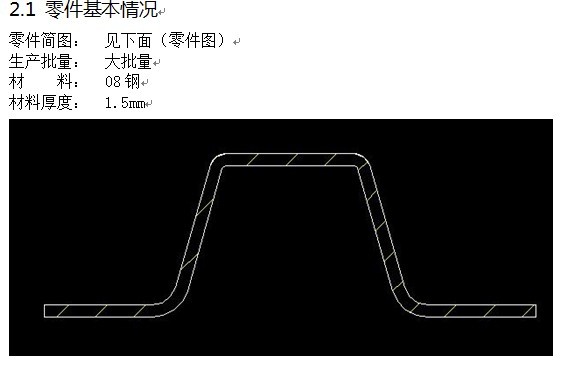
2.1 零件基本情况
零件简图: 见下面(零件图)
生产批量: 大批量
材 料: 08钢
材料厚度: 1.5mm
若采用接近于极限的拉深系数进行拉深,则需要采用较大的圆角半径,以保证拉深质量。目前零件材料t=2mm,圆角半径r=2mm。该值过小,一次拉深难以满足零件要求。因此需要增加一道整形工序,以得到更小的底部圆角半径
工序的组合和顺序确定
外壳的全部基本工序为:落料 52 拉深 冲孔 20 冲孔2- 6.5 整形 切边
方案一:落料与拉深复合,其余按基本工序
本方案虽然符合加工工序,但工序过多,效率过低
方案二:落料与拉深复合,整形、冲孔 20与冲2- 6.5、切边一起
本方案工序少,能较好保证工件尺寸精度,生产效率也能保证,选此方案比较合理
方案三:采用多工位级进模或在自动压力机上冲压
采用此方案,生产效率高,但模具结构复杂,制造周期长,成本高,故只有大批量生产中才适合,适合精度高的工件
故采用方案二
目录
第1章 绪论 …………………………… 1
1.1 冲压的概念、特点及应用 … 1
1.2 冲压的基本工序及模具 …… 2
1.3 冲压技术的现状及发展方向 3
第2章 落料拉深模具的设计 ………… 7
2.1 零件基本情况 ……………… 7
2.2 工艺分析 …………………… 8
2.3 零件工艺计算及冲压方案的确定 8
2.4 排样计算 …………………… 9
2.5 冲裁力的计算及选用压力机 10
2.6 画工序图 …………………… 12
2.7 编制工艺卡片 ……………… 13
第3章 模具的类型结构及模具尺寸的计算 14
3.1 冲模类型及结构形式 ……… 14
3.2 模具设计计算 ……………… 14
3.3 校核压力机 ………………… 18
第4章 模具加工工艺 ………………… 20
第5章 总结、致谢、参考文献………… 22