板料冲压是金属塑性加工的一种基本方法。它用以生产各种板料零件的加工,具有生产效益高、尺寸精度好、重量轻、成本低、并易于实现机械化和自动化等特点。在现代汽车、拖拉机、电器电机、电子、仪表、日用生活用品、航空航天以及国防工业等各个工业部门中均占有越来越重要的地位,冲压加工已在国民经济各部门得到广泛的应用。
随着科学技术的不断发展,加工技术不断深化,加工精度日益提高,近年来模具的制造也得到了长足的进步。至今,我国模具制造行业的产值已超过机床工业。有关板料冲压技术方面的问题越来越为人们所关注,相应的冲压工艺理论的研究及冲压加工机理的讨论也随之不断深化,如何从冲压工序基本应力与变形状态的分析着手,改善冲压件的质量精度,并提高模具的使用寿命也就越来越显的重要。
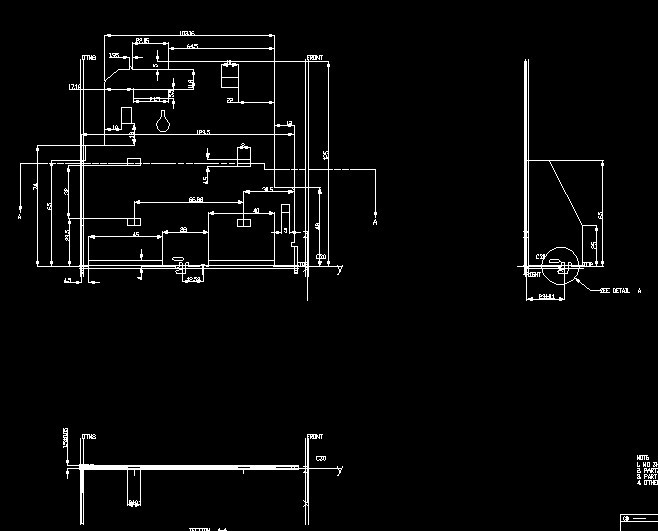
本论文主要对6280散热器零件进行模具的设计及计算,系统的分析了模具的设计步骤及方法,设计原则及要素,并绘制了整套装配图和零件图。
在整个设计过程中,得到了卫瑞元老师的大力支持和帮助,得到了许多技术资料和宝贵意见,谨此表示衷心的感谢。
由于初次设计,水平有限,资料尚欠全面,缺点和错误在所难免,恳请希望老师和同学批评指正。
该产品材料为工业用铝,已退火,牌号为L3,抗剪强度τ=8kg /mm2,抗拉强度σb=11kg/mm2,伸长率δ10=20%,其厚度为1.5mm,厚度偏差ES=0,EI=-0.15。该产品所涉及的工序为冲裁和弯曲。详见产品图。
二. 作展开图
根据经验对该产品展开,补偿值取0.60mm。参见产品展开图。
三. 级进模与单动模的比较
由于考虑到级进模工作效率高,控制产品尺寸稳定,精度好,累积误差小等优点,优先选用级进模。但级进模制造成本高,因此,在设计时要尽量降低模具成本。
单动模相对级进模来说,结构简单,制造成本低。但是,由于每套单动模都有其独立的定位装置和导料装置,所以精度不好,累积误差大。而且,每完成一道工序,都需设置检验人员控制尺寸,工作效率较低。
四. 排条料图
根据该产品结构,确定排样形式为有废料直排。
在排条料时,除了要考虑最大可能地提高材料的利用率外,还要考虑带料强度,冲头强度,凹模强度,模具平衡,模具成本等因素。参见产品条料图。