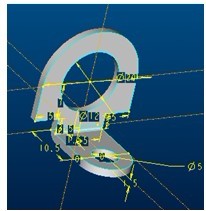
这制件形状简单尺寸较小,厚度适中, 且为大批生产,属于普通冲压件,但有几点要注意。
A:Φ5和Φ12两孔壁与周边距仅为2.5~3mm在设计模具时应加注意。
B:在弯曲时,为避免弯曲根部撕裂,要将折线错开尖角处。
C:制件较小,从安全考虑,要采取适当的取件方法。
D:由于是大批生产,应重视模具材料和结构的选择,保证一顶的模具寿命。
工艺方案确定
根据制件工艺性分析,基本工艺有落料,冲孔,压弯三种,按其先后顺序组合。
首先考虑到制件大批量生产,所以不适合单工序冲压,其原因:单工序生产效率较低,精度也不好保证,操作也不安全,根据工件图可以应用连续级进模冲压,方案有:
A:冲孔----落料----弯曲
B:冲孔----切断----弯曲
C:冲孔----弯曲----切断
方案A模具结构复杂,并在弯曲时空位较困难。
方案B弯曲在切断之后,将影响空位误差,从而影响工作精度。
方案C属于级进冲压,解决方案A,B的问题,所以选择方案C。
再由方案C,根据不同的排列可以得到(如图)两种不同的排样方式。
目 录
一、零件的工艺分析 . . 4
二、工艺方案确定 . . . . 4
三、模具结构形式的确定 6
四、工艺设计 . . . . . . 6
1、计算毛坯尺寸 . . . . . . . .6
2、条料宽度 . . . . . . . . . .7
3、材料利用率计算 . . . . . . .7
4、计算冲压力 . . . . . . . . .7
5、选取压力机 . . . . . . . . .8
6、计算压力中心 . . . . . . . .8
7、计算凸凹模刃口尺寸 . . . . .9
8、凹模各孔位置尺寸 . . . . . .12
9、卸料板各孔确定 . . . . . . .12
10、凸模固定板各尺寸确定 . . . 12
11、弹簧设计 . . . . . . . . . 13
五、模具的结构设计 . . . 13
1、凹模的设计 . . . . . . . . .13
2、承料板的设计 . . . . . . . .14
3、导料板的设计 . . . . . . . .14
4、卸料板的设计 . . . . . . . .15
5、凸模设计 . . . . . . . . . .15
6、凸模固定板设计 . . . . . . .16
7、垫板的设计 . . . . . . . . .16
8、始用挡料销的设计 . . . . . .16
9、导正销的设计 . . . . . . . .17
六、三D图 . . . . . . . 18
七、二D工程图 . . . . . 25
八、凹模.切断模加工工艺卡35
九、参考文献 . . . . . . 37