论文28页,15000余字,CAD图11张
拖拉机变速箱体双面钻孔组合机床总体及夹具设计
摘 要:组合机床是由大量通用部件和少量的专用部件组成的专用机床。为了提高产品生产效率,满足被加工零件的精度要求,本课题设计了一台用于加工JM300拖拉机变速箱体两侧面钻孔的组合机床。本组合机床可以同时加工JM300拖拉机变速箱体左面上的18个M10的螺纹底孔、8个M8的螺纹底孔、2个∅20的光孔、1个∅12的光孔以及右面上的18个M10的螺纹底孔、6个M8的螺纹底孔、1个∅12的光孔和1个M16的螺纹底孔。本课题主要阐述组合机床的总体设计和夹具设计。在满足工艺要求的基础上,绘制了“三图一卡”,确定了该组合机床的整体布置方案。在夹具设计过程中,采用方便可靠的一面两孔的定位,以工件的底面作为主定位面限制3个自由度,由一个圆柱定位销限制2个自由度,由一个削边定位销限制剩下的一个自由度,从而限制了被加工零件的6个自由度。该组合机床夹具选用安全方便的手动夹紧方式,设计了夹具的总体结构和主要零件,对夹具进行了误差分析,夹紧力的计算。
该组合机床不仅保证了钻孔精度,还提高了加工效率,降低了工人的劳动强度,较好地完成了设计任务。
关键词:组合机床;钻孔;夹具设计
Design of General and Jig of Modular Machine Tool for Drilling Holes on Two-Side of Tractor Gearbox
Abstract: Modular machine tool is a special–purpose machine tool consisted that is with a large number of general-purpose components and a small number of special-purpose components. In order to improve production efficiency and satisfy the precision of the processed parts, the subject aims at designing a modular machine tool used for drilling holes, which are on both side of tractor gearbox of JM300. The modular machine tool can process 18 basic holes of M10 screw, 8 basic holes of M8 screw, two diaphragms which the diameter is twenty and a diaphragm which the diameter is 12 on the left side of tractor gearbox of JM300, and 18 basic holes of M10 screw, 6 basic holes of M8 screw, a diaphragm which the diameter is 12 and one basic holes of M16 screw on the right side. The design mainly illustrates the general design of the modular machine tool and the jig design. On the basis of meeting the technical requirements, the completion of the technological drawing of the part which need to be manufactured, the general drawing of modular machine tool,drawing of cutter display and the efficiency card of manufacture, and determines the general layout program of the modular machine tool. In the process of designing the jig, use the convenient and reliable positioning of the two holes on the same side are used, and the bottom of the work piece is positioned as a major side which restricts the three degrees of freedom, a cylindrical pin restricts two degrees of the freedom, a cutting edge pin restricts the left degrees of the freedom so that it restricts six degrees of the freedom of the work piece. The jig of the modular machine tool uses the safe and convenient manual clamping, designs the general structure and major parts of jig, carries on the error analysis and calculations of clamping force.
The modular machine tool can not only guarantee the accuracy of drilling the holes, but also enhance the processing efficiency and reduce the labor intensity.
Key word: Modular machine tool; Drill the holes; Design of jig
目 录
1 前言 1
2 组合机床总体设计 3
2.1 总体方案论证 3
2.1.1 加工对象工艺性的分析 3
2.1.2 机床配置型式的选择 4
2.1.3 定位基准的选择 5
2.2 确定切削用量及选择刀具 5
2.2.1 选择切削用量 5
2.2.2 计算切削力、切削扭矩及切削功率 7
2.2.3 选择刀具结构 8
2.3 组合机床总体设计—三图一卡 8
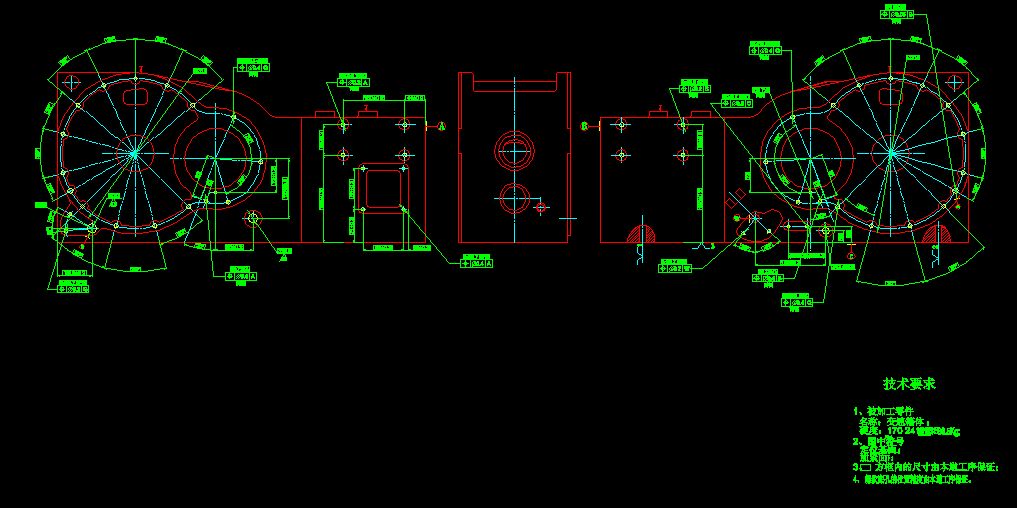
2.3.1 被加工零件工序图 8
2.3.2 加工示意图 8
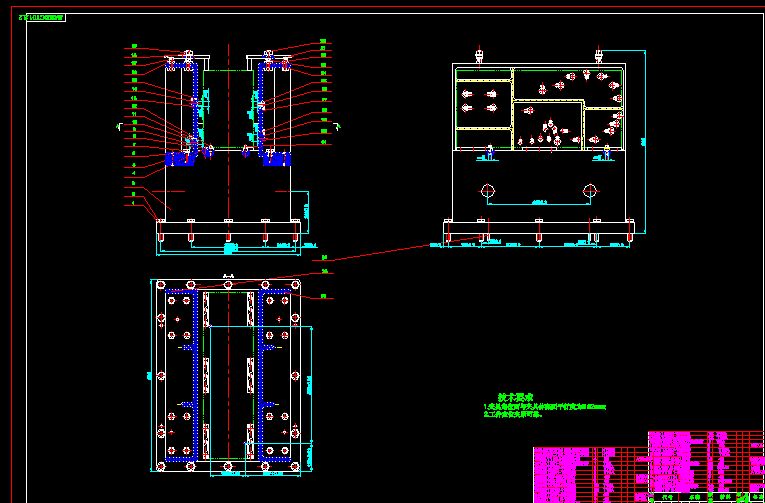
2.3.3 机床联系尺寸图 10
2.3.4 机床生产率计算卡 12
3 组合机床夹具设计 13
3.1 概述 13
3.1.1 零件的工艺性分析 13
3.1.2 夹具设计的基本要求 13
3.1.3 夹具总体结构构思 14
3.2 定位方案的确定 14
3.2.1 定位方案论证 14
3.2.2 定位基准的选择 14
3.2.3 定位的实现方法 15
3.3 误差分析 15
3.3.1 影响加工精度的因素 15
3.3.2 保证加工精度的条件 17
3.4 夹紧方案的确定 18
3.4.1夹紧装置的确定 18
3.4.2夹紧力的确定 19
3.4.2 施力螺母的选择 21
3.5 导向装置的选择 21
3.5.1 钻套内孔直径的基本尺寸及公差配合的选择 22
3.6 夹具体的设计 22
4 结论 24
参考文献 25
致 谢 26
附 件 清 单 27
1 前言
本次设计的课题是JM300型拖拉机变速箱体双面钻孔组合机床总体及夹具设计。该课题来源于盐城市悦达拖拉机厂。该集团生产的金马300型拖拉机销路十分走俏,市场需求量大,畅销国内外市场。现在该集团迫切需要改善现有的生产条件,进行提高生产率、改善产品质量方面的技术改造,使产品的合格率上升,增加产量,适应市场竞争的需要,提高经济效益。
组合机床是根据工件加工需要,以大量通用部件为基础,配以少量专用部件组成的一种高效的专用机床。组合机床一般采用多轴、多刀、多工序、多面或多工位同时加工的方法,生产效率比通用机床高几倍至几十倍。由于通用部件已标准化和系列化,可根据需要灵活配置,能缩短设计和制造周期。因此,组合机床兼有低成本和高效率的优点,在大批、大量生产中得到广泛应用,并可用来组成自动生产线。正如文献[1]一中所说,组合机床对多孔钻削加工具有较大的优势,它按孔的坐标分布位置实行一次加工,保证了孔的坐标位置尺寸精度。这也是本次设计的目的所在,设计这台组合机床,就是为了在保证加工精度的基础上,提高生产效率。
组合机床的设计,目前基本上有两种方式:其一,是根据具体加工对象的特征进行专门设计,这是当前最普遍的做法。其二,随着组合机床在我国机械行业的广泛使用,广大工人和技术人员总结出生产和使用组合机床的经验,发现组合机床不仅在其组成部件方面有共性,可设计成通用部件,而且一些行业在完成一定工艺范围内的组合机床是极其相似的,有可能设计为通用机床,这种机床称为“专能组合机床”。这种组合机床不需要每次按具体加工对象进行专门设计和生产,而是设计成通用品种,组织成批生产,然后按被加工零件的具体需要,配以简单的夹具及刀具,即可组成加工一定对象的高效率设备。
总之,组合机床一般用于加工箱体类或特殊形式的零件。加工时,工件一般不旋转,由刀具的旋转运动和刀具与工件的相对进给运动来实现钻孔、扩孔、锪孔、铰孔、镗孔、铣削端面、切削平面、切削内外螺纹以及加工圆和端面等。二十世纪70年代以来,随着可转位刀具、密齿铣刀、镗孔尺寸自动检测和刀具自动补偿技术的发展,组合机床的加工精度也有所提高。
本设计主要的内容:针对原有的300型拖拉机变速箱体左、右两个面上55个孔多工序加工、生产率低、位置精度误差大的问题而设计的,从而保证孔的位置精度、提高生产效率,降低工人劳动强度。本人的设计分工是总体设计和夹具部分的设计,主轴箱部分的设计由同组其他同学担任。总体设计:制定工艺方案,确定机床配置型式及结构方案;三图一卡设计,包括被加工零件工序图、加工示意图、机床联系尺寸图和生产率计算卡。夹具设计:夹具总装图,夹具体零件图,其它零件图,有关计算、校核等。
本次的设计思路:工艺方案的拟订:为工艺方案在很大程度上决定了组合机床的结构配置和使用性能。因此,在确定工艺方案制定合理之前,通过毕业设计实习深入现场了解了被加工零件的结构特点、加工部位、尺寸精度、表面粗糙度和技术要求,根据工件的加工要求和特点,按一定的原则、结合组合机床常用的工艺方法、充分考虑各种因素,并经技术经济分析后拟订出先进、合理、经济、可靠的工艺方案。确定机床配置型式及结构方案:据工件的结构特点、工艺要求、生产率要求、工艺方案等,确定本课题的配置型式,采用工序集中进行加工。定出影响机床总体布局和技术性能的主要部件的结构型式。总体设计:选定了工艺方案并确定了机床配置型式、结构方案的基础上,进行组合机床总体方案图样文件设计。其内容包括:被加工零件图、加工示意图、机床联系尺寸图和生产率计算卡。一般,在总体设计的过程中,需要对机床夹具方案进行考虑,画出夹具方案草图,并要初定出主轴箱轮廓尺寸,这样才能够确定出机床各部件间的相互关系。夹具设计:夹具是组合机床的重要专用部件。根据确定的工艺和结构方案,按照加工示意图和机床联系尺寸图等开始设计,绘制夹具总装配图,在绘制好的夹具总装配图的基础上,绘制所有的非标准零件图。
本说明书以设计卧式双面钻螺纹底孔组合机床为主线,阐述了刀具的选择和夹具设计的过程。在第2章中着重介绍了组合机床的总体设计。在总体设计中,首先是被加工零件的工艺分析,然后是总体方案的论证,在比较了许多方案之后,结合本道工序加工的特点最终选择卧式双面的机床配置型式。再结合本道工序的特点选择刀具。根据选择的切削用量,计算刀具的切削力、切削扭矩、切削功率等,再确定刀具的大小和型式。在确定这些设计计算后,然后是绘制组合机床的“三图一卡”—被加工零件工序图、加工示意图、机床联系尺寸图和生产率计算卡。在第3章中,主要介绍了夹具的设计。夹具设计是组合机床设计中的一个重要的组成部分。夹具设计时,首先确定工件的定位方案,然后选择夹紧方案,估算夹紧力大小,最终完成夹具的零部件设计。最后根据计算结果绘制夹具装配图和主要的零件图。
2 组合机床总体设计
2.1 总体方案论证
本次设计的组合机床的加工对象为金马300拖拉机变速箱体,材料是HT200,硬度HB170~241,重量36.5Kg,外型尺寸为780×236×360mm。
2.1.1 加工对象工艺性的分析
A.本机床被加工零件特点
该加工零件为箱体,在本工序之前各主要表面、主要孔已加工完毕。
B.本机床被加工零件的加工工序及加工精度
根据先粗加工后精加工、先基准面后其它表面、先主要表面后次要表面的机械加工工序安排的设计原则,对JM300拖拉机变速箱体的工艺路线作如下设计:
工序1 粗铣基准面及向搭子面、Y向、W向搭子面;
工序2 精铣基准面;
工序3 钻基准面孔;
工序4 粗铣两侧面;
工序5 精铣两侧面;
工序6 粗镗孔;
工序7 半精镗孔;
工序8 精镗孔;
工序9 钻左右侧面孔;
工序10 钻两端面孔;
工序11 攻两侧面孔;
工序12 攻三面孔;
工序13 攻螺纹;
工序14 最终检验。
本道工序(工序9):钻左右侧面的孔,由本设备“JM300机体双面钻组合机床”完成。因此,本设备的主要功能是完成拖拉机变速箱体左、右两个面上55个孔的加工。具体加工内容及加工精度是:
a.钻左侧面上29个孔:钻12×M10底孔至12×Φ8.5,深23,表面粗糙度为12.5,各孔位置度公差为φ0.4mm;钻6×M10底孔至6×Φ8.5,深20,表面粗糙度为12.5,各孔位置度公差为φ0.2mm;钻4×M8底孔至4×Φ6.7,深18,表面粗糙度为12.5,各孔位置度公差为φ0.4mm;钻2×M8底孔至2×Φ6.7,钻通,表面粗糙度为12.5,各孔位置度公差为φ0.4mm;钻2×M8底孔至2×Φ6.7,深18,表面粗糙度为12.5,各孔位置度公差为φ0.2mm;钻M20底孔至Φ19.8,深24,表面粗糙度为6.3,保证尺寸 ;钻M20底孔至Φ19.8,深24,表面粗糙度为6.3,保证尺寸 ;钻M12底孔至Φ11.8,深18,表面粗糙度为12.5,保证尺寸R159。
b.钻右侧面上26个孔:钻12×M10底孔至12×Φ8.5,深23,表面粗糙度为12.5,各孔位置度公差为φ0.4mm;钻6×M10底孔至6×Φ8.5,深20,表面粗糙度为12.5,各孔位置度公差为φ0.2mm;钻2×M8底孔至2×Φ6.7孔,深24,表面粗糙度为12.5,各孔位置度公差为φ0.4mm;钻2×M8底孔至2×Φ6.7孔,深21,表面粗糙度为12.5,各孔位置度公差为φ0.5mm;钻2×M8底孔至2×Φ6.7孔,深21,表面粗糙度为12.5,各孔位置度公差为φ0.2mm;钻M16底孔至Φ14.5孔,深24,表面粗糙度为12.5;钻M12底孔至Φ11.8孔,深18,表面粗糙度为12.5,位置度公差为φ0.05mm, 保证尺寸R159。
C.本次设计技术要求
a.机床应能满足加工要求,保证加工精度;
b.机床应运转平稳,工作可靠,结构简单,装卸方便,便于维修、调整;
c.机床尽可能用通用件(中间底座可自行设计)以便降低制造成本;
d.机床各动力部件用电气控制。