论文25页,11000余字,CAD图纸11张
TY4100柴油机机体缸孔半精镗组合机床总体及刀具设计
摘要:课题来源于江淮动力集团。为了适合流水线生产,提高目前的生产效率、加工精度,降低加工成本。课题设计了TY4100柴油机机体缸孔半精镗组合机床及刀具。
本文主要阐述组合机床的总体设计和刀具设计部分。刀具的设计是本次设计中一个重要的部分。此设计主要是选择加工的定位基准、夹紧方案及机床的配置型式等,并选择了合适的切削用量、刀具及动力部件等,完成了总体设计。在刀具设计部分,本设计采用组合镗刀,主要完成组合镗刀的三维造型以及分析,并且进行有关的计算和校核等,最终完成刀具的设计。
本组合机床具有提高生产效率,满足工件的加工精度,减少了工人的劳动强度的优点,较好的实现了设计的要求。
关键词:组合机床;刀具
The Overall Design of the Modular Machine for the Gas Cylinder Body half finished Precision Boring of TY4100 Diesel and the Tool Design
Abstract:The topic comes from jianghuai Power Group. In order to satisfy the production lines, improve the production efficiency and processing precision, reduce processing costs, the topic designs the modular machine for the gas cylinder body half finished precision of TY4100 diesel and the cutting tool.
The main content is the overall design and the cutting tool design. The cutting tool design is important part. The positioning processing base, clamping programme and machine configuration need to be chose. And the appropriate amount of cutting, cutting tools and the power components, etc need to be chose too. At the part of the tool design, the boring combination knife is used. The main content is to complete 3D modeling, analysis of the boring combination knife and to the relevant calculation.
This modular machine has many advantages such as improving the production efficiency, high processing precision, reducing labor intensity of the workers.
Key words: Modular machine; Cutting tool
目 录
1 前言……………………………………………………………………………1
2 组合机床总体设计……………………………………………………………2
2.1 组合机床工艺方案的拟定…………………………………………………2
2.1.1 被加工零件的加工工序和加工精度……………………………………2
2.1.2 被加工零件的特点………………………………………………………2
2.2 组合机床配置形式选择……………………………………………………2
2.3 被加工零件工序图…………………………………………………………3
2.4 加工示意图…………………………………………………………………3
2.4.1 刀具的设计………………………………………………………………3
2.4.2 组合机床切削用量的选择………………………………………………4
2.4.3 计算切削力、切削扭矩及切削功率……………………………………4
2.4.4 动力部件工作循环及行程的确定………………………………………6
2.5 机床联系尺寸图……………………………………………………………8
2.5.1 动力部件的选择…………………………………………………………8
2.5.2 机床装料高度的确定……………………………………………………9
2.5.3 夹具轮廓尺寸的确定……………………………………………………9
2.6 机床生产率计算卡…………………………………………………………9
3 组合镗刀设计…………………………………………………………………13
3.1 刀具设计概述………………………………………………………………13
3.2 组合镗刀结构方案…………………………………………………………13
3.3 推杆与滑块结构的确定……………………………………………………14
3.4 镗刀设计……………………………………………………………………17
4 结论……………………………………………………………………………21
参考文献…………………………………………………………………………22
致 谢……………………………………………………………………………23
附 录……………………………………………………………………………24
1 前 言
这次设计的课题是TY4100柴油机机体缸孔半精镗组合机床总体及刀具设计。这个课题来源于盐城市江动集团,是针对该公司对TY4100柴油机机体缸孔半精镗组合机床加工及其工作效率和精度不高而设计的。通过新的设计,使其适合流水线生产,以提高目前的生产效率、加工精度等,从而降低成本。
组合机床是根据工件加工需要,以大量通用部件为基础,配以少量专用部件组成的一种高效的专用机床。组合机床一般采用多轴、多刀、多工序、多面或多工位同时加工的方法,生产效率比通用机床高几倍至几十倍。由于通用部件已标准化和系列化,可根据需要灵活配置,能缩短设计和制造周期。因此,组合机床兼有低成本和高效率的优点,在大批、大量生产中得到广泛应用,并可用来组成自动生产线。
组合机床一般用于加工箱体类或特殊形式的零件。加工时,工件一般不旋转,由刀具的旋转运动和刀具与工件的相对进给运动来实现钻孔、扩孔、锪孔、铰孔、镗孔、铣削端面、切削平面、切削内外螺纹以及加工圆和端面等。二十世纪70年代以来,随着可转位刀具、密齿铣刀、镗孔尺寸自动检测和刀具自动补偿技术的发展,组合机床的加工精度也有所提高。
专用机床是随着汽车工业的兴起而发展起来的。在专用机床中某些部件因重复使用,逐步发展成为通用部件,因而产生了组合机床。最早的组合机床是1908年在美国制成的,用于加工汽车零件。
组合机床的设计,目前基本上有两种方式:其一,是根据具体加工对象的特征进行专门设计,这是当前最普遍的做法。其二,随着组合机床在我国机械行业的广泛使用,广大工人和技术人员总结出生产和使用组合机床的经验,发现组合机床不仅在其组成部件方面有共性,可设计成通用部件,而且一些行业在完成一定工艺范围内的组合机床是极其相似的,有可能设计为通用机床,这种机床称为“专能组合机床”。这种组合机床不需要每次按具体加工对象进行专门设计和生产,而是设计成通用品种,组织成批生产,然后按被加工零件的具体需要,配以简单的夹具及刀具,即可组成加工一定对象的高效率设备。
为了使组合机床能在中小批量生产中得到应用,往往需要应用成组技术,把结构和工艺相似的零件集中在一台组合机床上加工,以提高机床的利用率。
组合机床未来的发展将更多的采用调速电动机和滚珠丝杠等传动,以简化结构、缩短生产节拍;采用数字控制系统和主轴箱、夹具自动更换系统,以提高工艺可调性;以及纳入柔性制造系统等。
我们通过对相关单位的参观实习,总结了过去所学到的知识,参考了有关的资料。根据设计任务的要求,我们一组共三人,设计了TY4100型柴油机气缸体组合机床。
限于本人知识水平有限,又没有工作的实践经验,本设计中一定存在不足之处,敬请老师批评指正,提出宝贵意见,以便及时纠正。
2 组合机床总体设计
2.1 组合机床工艺方案的拟定
工艺方案的制定是设计箱体镗孔专用机床最重要的一步。工艺方案制定的正确与否,将决定机床能否达到“体积小、重量轻、结构简单、使用方便、效率高、质量好”的要求。为了使工艺方案制定得合理、先进,必须从认真分析被加工零件图纸开始,深入现象全面的了解被加工零件的结构特点、加工部件、尺寸精度、表面粗糙度和技术要求,定位夹紧方式、工艺方法和加工过程所采用的刀具、辅具、切削用量情况及生产率要求,分析其优缺点,总结设计制造,使用单位和操作者丰富的实践经验要求理论紧密联系实践,从而确定零件在专用机床上完成的工艺(工序)内容及方法决定刀具种类、结构型式、数量及切削用量等。
2.1.1 被加工零件的加工工序和加工精度
由于本机床是用于对柴油机机体缸孔进行半精镗加工,根据先粗后精,工序集中原则,现对柴油机机体缸孔加工的工艺路线设计如下:
工序1(半精镗) Ⅰ工位: 半精镗φ118.4孔,孔 深8mm
半精镗φ113.4孔,孔 深12.3mm
半精镗φ115孔,孔 深124mm
倒角φ118.4,孔 深5.6mm
半精镗φ112.9孔,孔 深21.4mm
孔加工精度为H8;
Ⅱ工位: 半精镗φ118.4孔,孔 深8mm
半精镗φ113.4孔,孔 深12.3mm
半精镗φ115孔,孔 深124mm
倒角φ118.4,孔 深5.6mm
半精镗φ112.9孔,孔 深21.4mm
孔加工精度为H8;
2.1.2 被加工零件的特点
TY4100柴油机机体的材料为HT200,硬度为187~251HBS,生产纲领为年产量2万件,在本工序前各主要表面已加工完毕。
2.2 组合机床配置型式选择
组合机床有大型和小型,又可分为卧式,立式两种,根据配置形式还可分为单工位和多工位。配置方案不同对机床的复杂程度,通用化程度,结构工艺性,加工精度,机床重新调整的可能性等都有不同的影响。在本工序中要求加工同轴的五个孔,因此采用立式布置,为了提高生产效率,降低设计成本。机床采用立式,立式组合机床床身由滑座、立柱及柱底组成。其优点是占地面积小,自由度大,操作方便。其缺点是机床重心高,振动大。本机床采用了双滑台单动力头结构,考虑到相关联的机床夹具结构的统一性,采用固定式夹具.由于在加工过程中要实现大范围的调速,因此采用液压滑台来满足这个要求。其具有如下特点:在相当大的范围内进给量可以无级调速,可以获得较大的进给力,由于液压驱动,零件磨损小,使用寿命长,工艺上要求多次进给时,通过液压换向阀,很容易实现,过载保护简单可靠,由行程调速阀来控制滑台的快进转工进,转换精度高,工作可靠.由此,根据已定的工艺方案和机床配置形式,确定机床为立式双轴二工位半精镗缸孔组合机床,液压滑台实现工作进给运动,设计配套的动力箱。
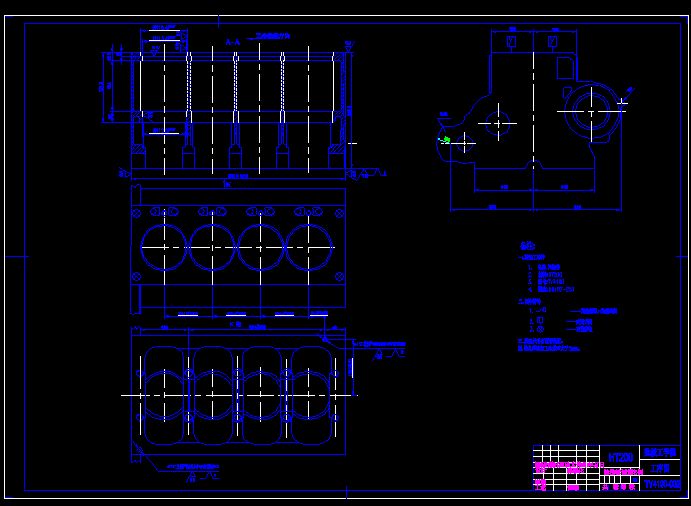
2.3 被加工零件工序图
被加工零件工序图是根据制定的工艺方案,表示所设计的组合机床(或自动线)上完成的工艺内容,加工部位的尺寸精度,表面粗糙度及技术要求,加工用的定位基准,夹压部件以及被加工零件的材料,硬度和本机床的前加工余量,毛坯或半成品情况的图样。除了设计研制合同外,它是组合机床设计的具体依据,也是制造,使用,调整和检验机床精度的重要文件 ,是在被加工零件图基础上,突出本机床的加工内容,并作必要的说明而绘制的。为使被加工零件工序图表达清晰明了,突出本工序内容,绘制时规定:应按一定的比例,绘制足够的视图以剖面;本工序加工部位用粗实线表示,保证的加工部位尺寸及位置尺寸数值下方画“—”粗实线,其余部位用细实线表示。
本机床加工时是采用的一面两销定位方式,一面是柴油机机体的底面,两销分别是一圆柱销一菱形销。它共限制六个自由度,可以达到定位效果,因此可以保证所需要的加工精度。绘制的被加工零件工序图见附图TY4100-002。
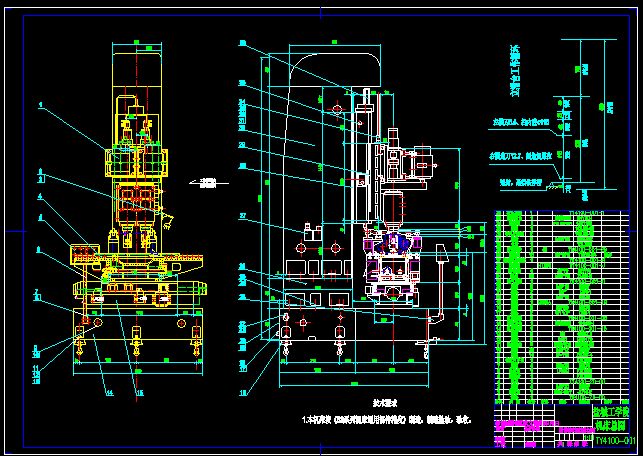
2.4 加工示意图
加工示意图是在工艺方案和机床总体方案初步确定的基础上绘制的,是表达工艺方案具体内容的机床工艺方案图,它是设计刀具、辅具、夹具、多轴箱、电气系统以及选择动力部件,绘制机床总体联系尺寸图的主要依据;是对机床总体布局和性能的原始要求;也是调整机床和刀具所必需的重要技术文件。绘制的加工示意图见附图TY4100-003。
2.4.1 刀具的选择
根据加工精度、工件材料、加工条件、技术要求等进行分析,按照经济地满足加工要求的原则,合理地选择刀具。只要所选工艺方案可以采用刚性较好的镗杆和对刀方便,以及加工中不至于有振动时,还是采用镗削方法好。这是因为镗刀制造简单,刃磨方便。
加工气缸内孔常用镗刀加工。镗刀可分为单刃和双刃镗刀两大类。单刃镗刀只有一主刀刃在单方向参加切削,它的结构简单,制造方便,通用性大,用一把镗刀可以加工不同直径的孔。
因而我们选择单刃镗刀,其材料为硬质合金的可转位刀。由于此杆同时装有