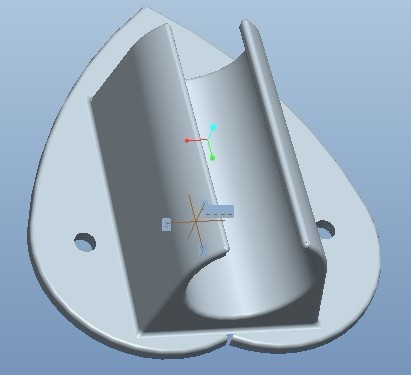
花洒支架工件如图所示。它是一种常见的塑料工件,从工件自身来看,属特小型件,其抽芯脱模组织较为杂乱,侧向抽芯技能可以说是这次课题的难点零件直通管的成型选用侧向抽芯组织。因为抽拔距很长通常的斜导桂抽芯布局难以实现抽芯举措的顺畅完成.故选用液压缸进行侧向抽芯。因而本次毕业描绘主要是对于以上疑问进行模具描绘,以处理实践生产中存在的疑问。
3.1分型面的挑选
塑件描绘阶段,就应思考成型时分型面的形状和方位,不然无法用模具成型。在模具描绘阶段,应首要断定分型面的方位,然后才挑选模具的布局。分型面描绘能否合理,对塑件质量、技术操作难易程度和模具的描绘制作都有很大影响。因而,分型面的挑选是注射模描绘中的一个关键因素。
3.1.1 分型面的挑选准则
1)有利于确保塑件的外观质量;
2)分型面应挑选在塑件的最大截面处;
3)尽可能使塑件留在动模一侧;
4)有利于确保塑件的尺度精度;
5)尽可能满意塑件的运用需求;
6)尽量削减塑件在合模方向上的投影面积;
7)长型芯应置于开模方向;
8)有利于排气;
9)有利于简化模具布局。
3.1.2 分型面的断定
依据本花洒支架音频机的详细布局和和以上断定分型面的基本准则,本描绘断定分型面的方位如图2-1所示。在该布局中,有外侧抽芯,所以在断定分型面时,还要断定好侧抽芯布局。外侧抽芯选用斜导拄侧抽芯,详细布局见装配图。
所谓注射模的浇注体系是指从干流道的始端到型腔之间的熔体活动通道。
浇注体系是引导塑料熔体从注射机喷嘴到模具型腔的进料通道,具有传物质、传压和传热的功用,岁塑件质量影响很大。它分为通常流道浇注体系和暖流道浇注体系。
该模具选用通常流道浇注体系,包含干流道、分流道、冷料穴、浇口。
5.1 干流道的描绘
干流道通常坐落模具中间塑料熔体的入口处,它将注射机喷嘴射出的熔体导入分流道或型腔中。干流道的形状为圆锥形。以便于熔体的活动和开模时干流道凝料的顺畅拔出。
5.1.1 干流道描绘关键
1)为便于将凝料从干流道中拉出,干流道通常描绘成锥形,其锥角α=2°~6°。内壁外表粗糙度通常为Ra=0.8。
2)为避免干流道与喷嘴处溢料及便于将干流道凝料拉出,干流道与喷嘴应严密对接,干流道进口处应制成球面凹坑,其球面半径为R=R+(1~2)mm,凹入深度3~5mm。
3) 为了物料的活动阻力,干流道结尾与分流道衔接处呈圆角过渡,其圆角半径r=1~3mm。
4) 干流道长度L应尽量短,不然将添加干流道凝料,增大压力丢失,通常干流道长度由模具布局和模板厚度所断定,通常不大于60mm,取L=40mm。
5) 因干流道与塑料熔体重复触摸,进口处与喷嘴重复磕碰,因而,常将干流道描绘成可拆卸的干流道衬套,用较好的钢材制作并进行热处理,通常选用T8、T10制作,热处理硬度为HRC50~55。
5.1.2 干流道尺度
1前言1
1.1我国塑料模具工业的发展现状…1
1.2国际塑料模具工业的发展现状…1
1.2.1网络的CAD/CAE/CAM一体化系统结构初见端倪…1
1.2.2 AM软件日益深人人心并发挥越来越重要的作用…2
1.2.3 AM软件的智能化程度正在逐渐提高2
1.2.4设计与3D分析的重要性更加明确…2
1.3我国塑料模具工业和技术今后的主要发展方向…3
1.4本次设计的目的4
2塑件成型工艺性分析…5
2.1塑件(三通管)分析5
2.1.1塑件图(因使用需要对原式样有所改进5
2.1.2塑件分析5
2.1.3成型工艺分析如下5
2.2 ABS的注射成型过程及工艺参数6
2.2.1注射成型过程6
2.2.2 ABS的注射工艺参数…6
2.2.3 ABS化学和物理特性…6
2.2.4 ABS塑料的主要技术指标…7
3拟定模具结构形式8
3.1分型面的选择8
3.1.1分型面的选择原则8
3..1.2分型面的确定8
3.2型腔数目的确定9
4注塑机型号的确定10
4.1所需注射量的计算10
4.2塑件和流道凝料在分型面上的投影面积及所需锁模力的计算10
4.3选择注射机11
4.4注射机有关参数的校核…12
4.4.1型腔数量的校核…12
4.4.2注射机工艺参数的校核12
4.4.3安装尺寸13
4.4.4开模行程的校核…13
4.4.5模架尺寸与注射机拉杆内间距校核…13
5浇注系统的形式和浇口的设计14
5.1主流道的设计…14
5.1.1主流道设计要点…14
5.1.2主流道尺寸…14
5.1.3主流道衬套的形式14
5.1.4主流道衬套的固定15
5.2冷料穴的设计…16
5.3分流道的设计…17
5.3.1分流道的布置形式17
5.3.2分流道的长度18
5.3.3分流道的形状及尺寸…18
5.3.4分流道的表面粗糙度…18
5.4浇口的设计19
5.4.1浇口的形式…19
5.4.2浇口类型的选择…19
5.4.3浇口位置的选择…20
5.4.4浇口的尺寸的确定20
5.5浇注系统的平衡…21
5.6浇注系统凝料体积计算21
5.7浇注系统各截面流过熔体的体积计算21
5.8普通浇注系统截面尺寸的计算与校核21
5.8.1确定适当的剪切速率…21
5.8.2确定主流道体积流率…22
5.8.3注射时间(充模时间)的计算…22
5.8.4校核各处剪切速率23
6成型零件的结构设计和计算24
6.1成型零件的结构设计…24
6.2成型零件工作尺寸的计算24
6.3零件强度、刚度的校核…28
6.3.1根据侧壁厚度校核强度、刚度28
6.3.2根据底板厚度校核强度、刚度…29
7模架的确定和标准件的选用31
8合模导向机构的设计…33
8.1导向结构的总体设计33
8.2导柱设计33
8.3导套设计34
9脱模推出机构的设计…35
9.1脱模力的计算35
9.2脱模机构的结构设计…35
10侧向抽芯机构的设计…37
10.1抽芯距与抽芯力的计算…37
10.2斜导柱截面尺寸的确定…37
10.3楔紧块的设计…39
11排气系统的设计…40
12温度调节系统设计41
12.1冷却时间的计算41
12.2冷却管道传热面积及管道数目的简易计算…42
13典型零件的制造加工工艺45
13.1带头导柱的制造工艺45
13.2编程零件及刀具选择46
13.3切削用量确定…46
13.4编制加工程序…46
14设计小结48
参考文献49
致谢词…49