一.零件分析
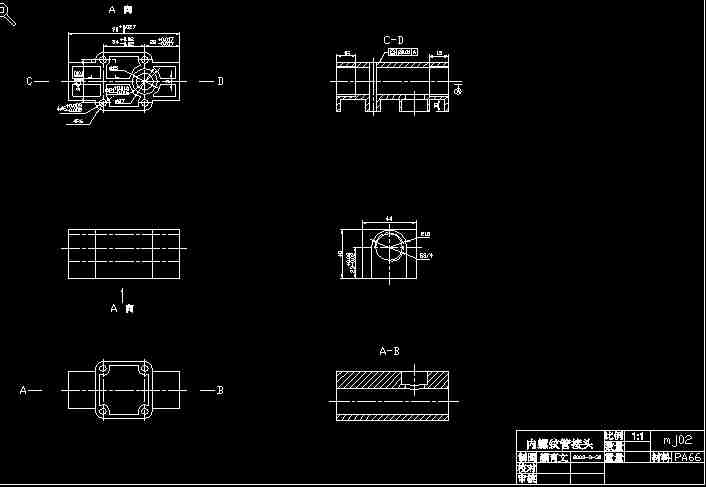
题目给定的内螺纹管接头是一种较新型的电线管道接头,主要用于要求较高的电线管道。该零件特点在于两端有两个反向的内螺纹孔,需要两个螺纹型芯。
零件两端设有反向的内螺纹,可方便的将两端的电线管道连接起来,并且在垂直管道的方向上设有一阶梯孔用于电线的90度角的转向,并且在该方向设有4个固定孔,用于接头的固定。根据零件图可以看出,零件尺寸比较小,按照起工作要求,其精度等级可选取一般精度要求,这里取7级精度。
二.材料性能
题目要求使用的材料为30%玻纤增强尼龙66.
尼龙设计有如下特点:
1.结晶料,熔点较高,熔融温度窄,热稳定性差,料温超过300C,滞留时间超过30min即分解,较易吸湿,须预热干燥,含水量不得超过0.3%;
2.流动性好,易溢料,用螺杆式注射机时,螺杆应带止回环,宜用自锁式喷嘴,并应加热;
3.成形收缩范围和收缩率大,方向性明显,易发生缩孔 、凹痕、变形等;
4.模温按塑件壁厚在20~90C范围内选取,注射压力按注塑机类型、料温、塑件形状尺寸、模具浇注系统选定,成形周期按塑件壁厚选定.树脂粘度小时,注射冷却时间应取大,注射压力应取高,并用白油作脱模剂;
5.增大流道和浇口可减少缩孔、凹痕.
30%玻纤增强尼龙66的主要技术指标如下:
三.分析计算
1.塑件体积
从PRO/E中的零件体积计算,算得零件的体积为66.37 cm3
2.塑件质量
30%玻纤增强尼龙66的密度为1.35 g/cm3
塑件质量M=1.35x66.37=89.60g
3.模型体积的计算
由立体模型,大概算得:
浇注系统体积 V=3.14r2h
=3.14x3x3x60
=1.70cm3
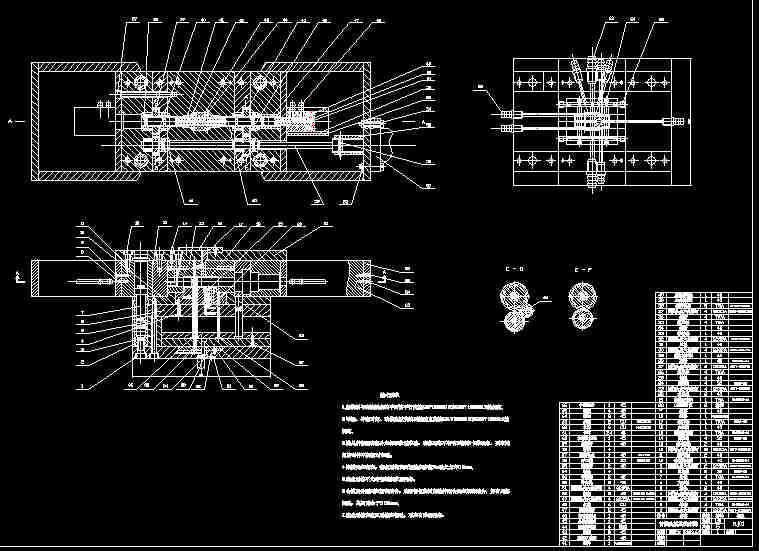
第二节 塑料注射成型模具的设计
一.注射机类型的选择
根据该产品的注射形式和所需塑料用量等要求,选用卧式注射机SZ 200/1000,由上海第一塑料机械厂生产.
该注射机的主要技术参数如下:
浇注系统是指模具中从注射机喷嘴开始到型腔为止的塑料流道.浇注系统设计好坏对制品性能,外观和成型难易程度影响颇大.
根据塑件的要求及模具的结构等方面来考虑选择浇注系统。
根据注塑件的要求及模具的结构等方面来考虑选择浇注系统.遵循以下原则:
(1).尽可能的采用平衡式布置;
(2).型腔排列进料均衡;
(3).型腔布置和浇口开设部位力求对称,防止模具承受偏载而产生溢料现象;
(4).确保耗料量要少;
(5).不影响塑件外观。
一.浇口形式: 采用直接浇口式
直接浇口又叫中心浇口、主流道型浇口.由于它的尺寸大,故固化时间长,延长了补缩时间.注射压力直接作用在塑件上,容易产生残留应力.当采用这种浇口时,主流道的根部不宜设计得太粗,否则该处的温度高,容易产生缩孔,浇口截除后缩孔留在塑件表面上.加工薄壁件塑件是,浇口跟部的直径,最多等于塑件壁厚的两倍.这种浇口凝料的去处也是比较困难的.但它的流体阻力小,进料速度快,常用语大型长流程的塑件,如大型容器壳体或用于厚度大的塑件,以利于补缩.
流道选取圆形截面,其效率高,截面积大,流道的表面积小,可减少流道内的压力损失,减少传热损失.
二.浇口尺寸的计算
A0.装配图.dwg
A1.凹模.dwg
A2.零件图.dwg
A2.凸模.dwg
A3.定位圈.dwg
外文翻译.doc
说明书.doc