���α�ҵ��������һ�����ذ�ťע��ģ�ߣ�����ѧУ����ѧ��רҵ����֪ʶ��ʵ����Ϊ�Ժ����ģ�ߴ����˼�ʵ�Ļ��������һ��ģ����Ҫ���Ƕ�����أ��磺���ϵIJ��ϵ����ܡ����˵�ע���豸����עϵͳ���������ѡ���Ƴ������������о��������ȴϵͳ�ĵ�ȷ���Լ���ز�����У�˵ȵȡ���Щ�����ڽ���ģ����Ƶ�ǰ��Ҫ���п��ǵģ������ģ�߹������ȶ��������ԡ���ʵѵ���������������⣬ͨ����ѯ���ϼ�����ʦͬѧ��̣��ܿ���Խ�������������ѧ�������ģ�ߵĹ�˼���Լ���ʵ��ѧϰ���������������Ѹ����Ѱ�ҽ��������Ϊ�����Ĺ����춨�˺ܺõĻ�����
ͨ���Կ��ذ�ť�Ľṹ��������Ҫ���ò����о���������ǵ������ܼ�����ǻ���Ҫ����һ���İ�ģб�ȣ�ʹ�õ�ԭ����ΪABS���������Բ��ã�ͨ��ģ�µĵ��ڽ��и��ơ�ͨ�����ܼ��ķ���Ѱ����Ч�Ľ��������Ϊ��ҵ��������̵档
�ؼ��ʣ�ģ�ߡ����ϡ���ơ����͡�����
ģ�����������ֹ�ҵ��Ʒ����Ҫ����װ�����������Ϲ�ҵ��Ѹ�ٷ�չ���Լ�������Ʒ�ں��ա����졢���ӡ���е�������������ȹ�ҵ���ŵ��ƹ�Ӧ�ã���Ʒ��ģ�ߵ�Ҫ��ҲԽ��Խ�ߣ���ͳ��ģ����Ʒ���������Ӧ�����Ҫ��. �봫ͳ��ģ�������ȣ�������������̣�CAE����������������������ʡ���֤��Ʒ�������棬�����ڽ��ͳɱ��������Ͷ�ǿ�ȷ��棬�����м������Խ�ԡ�
ģ�߹�ҵ�ǹ��õĻ�����ҵ���ǹ����Ϲ��ϵĹؼ���ҵ��ģ����������ˮƽ�ĸߵ��Ǻ���һ�����Ҳ�Ʒ����ˮƽ�ߵ͵���Ҫ��־�����ںܴ�̶��Ͼ����Ų�Ʒ��������Ч����²�Ʒ�Ŀ������������˺ͷ�չ�ҹ���ģ�߹�ҵ���������ܵ����ǵĹ�ע�������ҹ�ģ�߹�ҵ���˳���Ľ���������ģ���Ѵﵽ�����Ƚ�ˮƽ���������������������������㲻�˹����г�����Ҫ��ÿ���������10������Ԫ�ĸ�����ͣ����ܣ�����ģ�ߡ��뷢����ҵ�ģ�߹�ҵ��ȣ���ģ���������в�С�IJ�ࡣ
���������й�����ģ������ˮƽ���нϴ���ߡ���������ģ�������������������ﵽ50t���ϵ�ע��ģ����������ģ�ߵľ����Ѵﵽ2μm���Ƽ����Ⱥܸߵ�Сģ������ģ���ﵽ�߹�ѧҪ��ij���ģ�ߵ�Ҳ������������ǻ����ģ����������һģ7800ǻ���ܷ�ģ������ģ�߷����������������ٶȴ�6m/min���ϵĸ����������Ͳļ���ģ�����Ͳ�˫ǻ������˫ɫ��������Ӳ���������������Ϲ������͵ͷ��ݸ��ܹ����ȸ���ģ�ߡ��������ֶ��ϣ�ģ����ҵ�豸���ػ������нϴ���ߣ�CAD/CAE/CAM������Ӧ�����Ѵ�Ϊ��չ�����ټӹ���RP/RT���Ƚ������IJ�����Խ��Խ�࣬ģ�߱���ʹ�ø����ʼ�ģ����Ʒ���ʶ��нϴ���ȵ���ߣ�������ģ�ߵı���Ҳ�нϴ���ߡ����⣬������ҵ�����չ��һ���ٽ�������ģ���������ˮƽ����ҵ����ˮƽ����ߣ���Щ��ҵ��ʵ����Ϣ��������ȫ���ֻ���ͼ���졣
�ڿɳ�����չ����ɫ��Ʒ���������ӵĽ��죬“��ɫģ��”�ĸ��������ᵽ�����ճ���������������ģ�ߣ��ӽṹ��ơ�ԭ����ѡ�á����칤�ռ�ģ�����ͱ��ϣ��Լ�ģ�ߵĻ������õȷ��棬����Խ��Խ�������Լ��Դ���ظ�ʹ�á����ڻ������Լ��ɳ�����չ��һ����
�ܼ����շ���
�ܼ�ͼ
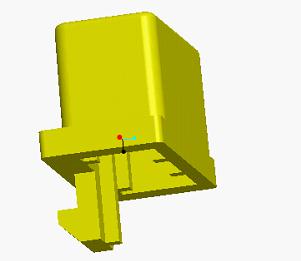
��1�����ذ�ťʵ��Ч����ͼ1-1
ͼ1-1
���ϣ�ABS����ϩ��-����ϩ-����ϩ�����
�����ʣ�0.55%
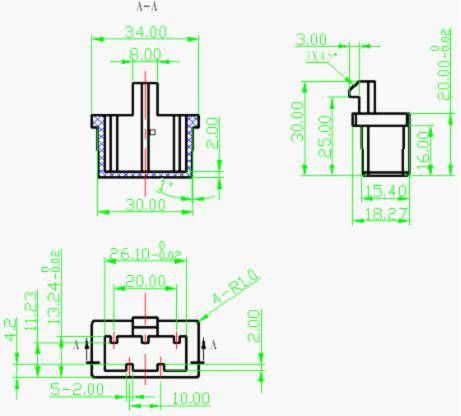
��2���ܼ�������ͼ
�ܼ������ϣ�ABS���������Լ����ղ���
ABS�������ɱ�ϩ�桢����ϩ������ϩ���۶��ɡ��������߶��и��Ե����ԣ�ʹABS�������õ��ۺ���ѧ���ܡ�ABS��֬������ζ������ɫ���ɫ��������ϩ��ʹ�ۺ������ͣ����ȣ��ͻ�ѧ��ʴ������ϩʹ�ۺ��������Խ�����ԣ����ԣ�����ϩ����ۺ������õĸ��Ժͼӹ������ԡ����ABS��֬����ͻ������ѧ���ܺ����õ��ۺ����ܡ�ͬʱ������ʪ��ǿ�����Լӹ�����ǰԭ��Ҫ��������ܼ��ߴ��ȶ��Ժã��ܼ���Ҫһ������ģб�ȡ�
ABS�������¶�ʱճ�����ߣ���Ҫѹ���ߣ����ܼ�����ģб�����Դ�������ˮ������ʱ��Ҫ�����ﴦ�����������ij��������£��ں������¶ȶ������ʵ�Ӱ�켫�١���Ҫ���ܼ����ȸ�ʱ��ģ���¶ȿɿ�����50-60C°,��ǿ���ܼ����������ʱ��ģ���¶�Ӧ������60-80 C°��
ABS������Ҫ������ָ��
�ܶ� g/cm3 1.02~1.05
���������� % 0.3~0.8
�� �� �� 130~160
�ȱ����¶� 45N/cm 65~98
����ǿ�� Mpa 80
����ǿ�� Mpa 35~49
���쵯��ģ�� GPa 1.8
��������ģ�� GPa 1.4
ѹ��ǿ�� Mpa 18~39
ȱ�ڳ��ǿ�� kJ/�O 11~20
Ӳ �� HR R62~86
�������ϵ�� Ωcm 1013
������ѹ Kv.mm-1 15
��糣�� 60Hz3.7
ABS��ע���������
ע�ܻ����ͣ� �ݸ�ʽ
�ݸ�ת�� (r/min) 30~60
������ʽ�� ֱͨʽ
Ԥ���¶� 0C 80-85
�����¶�/ 0C 170~180
�����¶� 0C 70
��Ͳǰ��/ 0C 165~180
��Ͳ�ж�/ 0C 210~230
��Ͳ���/ 0C 180~200
ע��ѹ�� MPa 70~90
��ѹ�� MPa 50~70
Ԥ��ʱ�� s 2-3
ע��ʱ�� s 20~90
��ѹʱ�� s 0~5
��ȴʱ�� s 20~120
����ʱ�� s 2-4
���������� s 40~120
ģ���¶� 0C 150~180
ȷ�������豸
ע��������������������Ƽ�����Ҫ�豸���������ڳ����ȹ�������������Ҳ�õ�Ӧ�á���������ע����ɷ�Ϊ��ʽ����ʽ�ͽ�ʽ���֣�Ӧ�ý϶������ʽע���������ʱ��ģ�߰�װ���ƶ�ģ����̶�ģ���ϣ��ɺ�ģϵͳ��ģ����ģ��������ע��ϵͳ������ԭ���͵���Ͳ�м����ܻ������ڵ�����ע��ģ���У�ע������е���Ⱥ���ȴϵͳ�Ե���ģ���¶ȣ�������ģ���г��ͺ���ȴ�������Ƴ��������ܼ��Ƴ���
�����ܼ������������
��Ϊ��Ʒ����ΪABS��ͨ����ѯ����֪���ܶ�Ϊ1.02~1.05g/cm3��������Ϊ0.1~0.7��ȥ�м�ֵ��������Ϊ0.55����ȷ�������Ϊ5349.49mm3
ѡ��ע���
�����ܼ��ij������ܡ������������ѡ��ע���̨����ѯ�й����Ͽ���ѡȡ��̨�ͺ�Ϊ��XS—Z—60
������������±���
�ע����/cm3 60
�ݸ�ֱ��/mm 38
���γߴ�/mm 3160X850X1550
ע��ѹ��/MPa 122
ע���г�/mm 170
ע�䷽ʽ ����ʽ
��ģ��/KN 500
���������/cm3 130
���ģ�г�/mm 180
��Сģ��/mm 70
���ģ��/mm 200
����Բ���뾶/mm 12
�����ֱ��/mm 4
������ʽ �������ж��ˣ���е����
����ģ�̶���ߴ�/mm 330X440
���˿ռ�/mm 190X300
��ģ��ʽ Һѹ-��е
�綯������/kw 11
�ݸ�����/kw
���ȹ���/kw 2.7
ע������йع��ղ���У��
����������ע��������У��
ѡȡ�Ļ�̨�ͺ�XS--Z--60ע����Ķע����Ϊ60g,��˸�ע���ע����Ƿ���Ҫ��ġ�
ʽ�� K-----ע������ע����������ϵ����һ��ȡ0.8��
----ע������������ע����
m1----��עϵͳ������������������g/cm3;
m-----�����ܼ������������,g/cm3
n------��ǻ��������
��ע�������ģ������У��
=97.6��4520.9+462��=248.09KN
��XS--ZY--60ע�������ģ��Ϊ500KN��ͨ����ģ����У�˸û�̨Ҳ�Ƿ���Ҫ��ġ�
ʽ�� -----���������ڷ������ϵ��ǿ�����N;
FP-----ע����Ķ��ģ����N��
A------�����ܼ���ģ�߷������ϵ�ͶӰ�����mm2;
A1-----��עϵͳ��ģ�߷������ϵ�ͶӰ�����mm2;
p-------�����������ǻ�ij���ѹ�������Сһ��Ϊע��ѹ����80%��MPa
�ܼ���ģ���е�λ���뽽עϵͳ�����
�ܼ���ģ���е�λ��
��ǻ��Ŀ��ȷ��
����������յ������£��������Ŷ���ǻ��ע��ģ�ߣ����������Ч�ʺͼ�������ģ�ߵijɱ��� ȷ����ǻ��Ŀ�����ַ�����һ��������ȷ��ע������ͺţ��ٸ���ע����ļ����������ܼ��ļ�������Ҫ�����Ҫ��ѡȡ��ǻ����Ŀ����һ�ַ������ȸ�������Ч�ʵ�Ҫ����Ƽ��ľ���Ҫ��ȷ����ǻ����Ŀ��Ȼ����ѡ��ע�����ͨ���ԶԿ��ذ�ť���ۺϿ�������ǻ��ĿΪһģ��ǻ��
��ǻ�ķֲ�
�ڶ���ǻģ���У���ǻ�ķֲ�Ҫʹ�ø�����ǻ�����������ﵽƽ��״̬����ΪҪ��֤������ǻ�е��ܼ��������������ѹ��Ҫ������ƽ�⣬��������ʹ�������ܽ����ȵij��������ǻ�С�ͨ�����ܼ����ۺϲ���ȷ������ƽ��ʽ���ã����Ų���ͼ3-1
Ŀ ¼
���� 5
1 �ܼ����շ��� 6
1.1 �ܼ�ͼ 6
1.2 �ܼ������ϣ�ABS���������Լ����ղ��� 7
1.3 ABS������Ҫ������ָ�� 7
1.4 ABS��ע��������� 8
2 ȷ�������豸 9
2.1 �����ܼ������������ 9
2.2 ѡ��ע��� 9
3 ע������йع��ղ���У�� 10
3.1 ����������ע��������У�� 10
3.2 ��ע�������ģ������У�� 10
4 �ܼ���ģ���е�λ���뽽עϵͳ����� 11
4.1 �ܼ���ģ���е�λ�� 11
4.1.1 ��ǻ��Ŀ��ȷ�� 11
4.1.2 ��ǻ�ķֲ� 11
4.1.3 �������ѡ�� 12
4.2 ��ͨ��עϵͳ��� 12
4.2.1 ��ͨ��עϵͳ����ɼ����ԭ�� 12
4.2.2 ��������� 13
4.2.3 ��������� 13
4.2.4 ���ڵ���� 15
4.2.5 ����Ѩ�����ϸ� 16
4.2.6 ����ϵͳ����� 16
5 �����㲿����� 17
5.1 ��������Ľṹ 17
5.1.1 ��ģ�ṹ 17
5.1.2 ��о�ṹ 17
5.2 ��������������ֵijߴ���� 18
5.2.1 ��������㲿�������ߴ�Ҫ���ǵ����� 18
5.2.2 ��ǻ����߶ȳߴ�ļ��� 20
5.2.3 ��о����߶ȳߴ�ļ��� 20
5.2.4 ���ľ�ߴ�ļ��� 21
5.3 �����㲿����ǿ����նȼ��� 21
5.3.1 �������ǿ�ȡ��նȼ���ʱ���ǵ�Ҫ�� 21
5.3.2 ��ǻ��ں͵װ��ȵļ��� 22
6 �ṹ�㲿������� 23
6.1 ��ע��ģ�ܵ�ѡ��GB/T 12556.1—90�� 23
6.2 ֧�а���� 23
6.3 ��ģ������������ 23
6.3.1 ������� 23
6.3.2 ������� 23
7 �Ƴ�������� 23
7.1 �Ƴ������������� 23
7.2 �Ƴ����ļ��� 23
7.3 �Ƹ�λ�õ����� 23
7.4 �Ƹ˵�ֱ�� 23
7.5 �Ƹ˵���״���̶���ʽ 23
7.6 �Ƴ������ĵ����븴λ 23
8 ���������������� 23
8.1 ������ 23
8.1.1 б��������״������Ҫ�� 23
8.1.2 ��о���ȷ������� 23
8.1.3 �������� 23
8.1.4 б������Ч�����������ܳ����� 23
8.1.5 б��������������ֱ������ 23
8.1.6 ������� 23
8.1.7 ������� 23
9 �¶ȵ���ϵͳ 23
9.1 ģ���¶������ϳ����¶ȵĹ�ϵ 23
9.2 ��ȴ��·�ijߴ�ȷ���벼�� 23
9.2.1 ��ȴ��·�ߴ��ȷ�� 23
9.2.2 ��ȴ��·�IJ��� 23
�� �� 23
л �� 23
����� 23
��Ʒͼ.dwg
��ģ-25.dwg
��ģ-F20.dwg
��ģ-F21.dwg
��ģ-F22.dwg
��ģF23.dwg
��ģF24.dwg
��ģ��.dwg
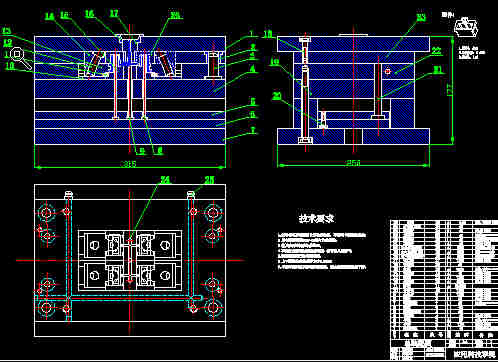
����ģװ��ͼ.dwg
��ģ-M20.dwg
��ģ-M21.dwg
��ģ-M22.dwg
��ģ-M23.dwg
��ģ��.dwg
����.dwg
����.dwg
��װͼ.dwg
�����տ�.doc
���ذ�ťע��ģ���.doc