注塑成型是把塑料原料(一般经过造粒、染色、添加剂等处理之后的颗粒)放入料间当中,经过加热熔化使之成为高粘度的流体——熔体用柱塞或螺杆作为加压工具,使得熔体通过喷嘴以较高的压力(约20~85mpa),溶入模具的型腔中以过冷却、凝固阶段,而后从模具中脱出,成为塑料制品。
4.1塑化过程
现代式的注射机基本上采取螺杆式的塑化设备,塑料原粒(称为物料)自从送料头以定容方式送入料筒,通过料筒外的点加热装置和料筒内的螺杆旋转所产生的摩擦热,使物理融化达到一定温度后即可注射,注射动作是由螺杆的推进来完成的。
4.2充模过程
溶体自注射机的喷嘴喷出来后,进入模具的型腔内,将型内的空气排出,并满型腔,然后升到一定压力,使熔体的密度增加,充实型腔的每一个角落。
充模过程使注射成型的最主要过程,由于塑料熔体的流动是非牛顿流动,而且粘度很大,所以在压力损耗,粘度变化,多般汇流等现象,左右塑件的质量,因此充模过程的关键问题——浇注系统的设计就成为注射模具设计过程中的重点,现代的设计方法已经运用了计算机辅助设计以解决浇注系统设计中疑难问题。
4.3冷却凝固过程
热塑性塑料的注射成型过程是热交换过程,即:
塑化——注射充模——固化成型
加热——理论上绝热——散热
热交换效果的好坏决定了塑件的质量,包括外表质量和内在质量。因此,模具设计时,散热交换也要充分考虑,在现代的设计方法中也采用了计算机辅助设计来解决问题。
4.4脱模过过程
塑件在型腔内固化后,必须采用机械的方式把它从型腔内取出,这个动作由脱模机构来完成。不合理的脱模机构对塑件的质量影响很大,但塑件的几何形状是千变万化的,必须采用最有效和最好的脱模方式。因此,脱模机构的设计也是注射模具设计的一个主要环节。由于标准化的推广,许多标准化的脱模机构零部件也有商品供应。
由1.1至1.4形成了一个循环,就完成了一次成型一个乃至数十个塑件.
5 塑件制品分析
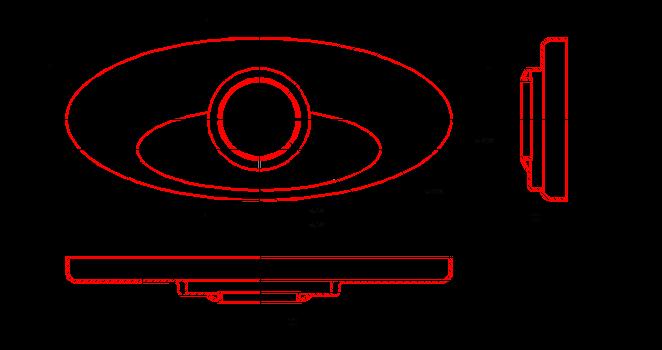
本塑料制品是电器支脚壳体,形状尺寸如图5-1所示:
图2
塑料制件的设计主要根据使用要求进行,由于塑料有特殊的物理性能,在设计塑件时必须考虑一下几个方面的因素:
(1)塑料的物理性能,如强度、刚性、韧性、弹性、吸水性以及对力的敏感性;
(2)塑料的成型工艺性,如流动性;
(3)塑料形状应有利于充模流动、排气、补缩,同时能适应高效冷却硬化(热塑性塑料制品)或快速受热固化(热固性塑料制品);
(4)塑件在成型后收缩情况及各向收缩率差异;
(5)模具的总体结构,特别是抽心与脱出塑件的复杂程度;
(6)模具零件的形状机器制造工艺。
(7)影响聚合物取向的主要因素(以注射成型为例):
温度的影响:如果熔体温度很高,则与凝固温度之间范围宽,聚合物大分子松弛时间延长,解取向能力加强,取向程度减小。非结晶聚合物熔体温度下降到TG温度的松弛时间大于结晶聚合物熔体温度下降到TM的松弛时间,因此结晶聚合物的冷却速度快,容易冻结大分子,获得较高的取向程度。
注射压力和保压压力:增大注射压力和保压压力,提高剪切应力和剪切速度,有利于取向程度的提高。
浇口冻结时间,采用大浇口时,浇口冻结较晚,流动过延时,在一定程度上抵消了因分子热运动而引起的解取向因此浇口附近取向显著。
④模具温度:模具温度较低时,聚合物大分子运动容易冻结,因此解取向能力减小,取向程度提高,高于慢速充模。
(8)常用塑料分析和数据的选取:
常用塑料缩水率
塑 胶 材 料 缩 水 率
ABS、PMMA、HIPS825 5/1000
PP+PE 8/1000
SAN 3/1000
POM 15/1000
结合本身情况,塑胶材料选用ABS,其缩水率取5/1000。
常用塑料成型性能
塑料 最小壁厚 小型塑件
推荐壁厚 中型塑件
推荐壁厚 大型塑件
推荐壁厚
HIPS 0.75 1.25 1.6 3.2~5.4
ABS 0.75 1.5 2 3~3.5
PP 0.85 1.45 1.75 2.4~3.2
分类 塑 料 名 称 收缩率 逃气孔适宜深度 模具温度 成型温度
(°C)
结
晶 PP 聚丙烯 20 0.01~0.02 40~60 205~288
PE 聚乙烯 20 0.02 20~60 149~371
非
结晶性 HIPS825 聚苯乙烯 5 0.02 20~60 163~316
ABS 丙烯腈-丁二烯-苯乙烯 5 0.03 50~60 220
AS(SAN) 丙烯腈-苯乙烯 2 0.03 50~70 191~316
PMMA 聚甲基丙烯酸甲脂 5 40~70 204~254
PVC 聚氯乙烯 5 10~60 170~210
为减小解取向能力,获得较高的取向程度。模具温度选取50ºC,成型温度为220 ºC逃气孔适宜深为0.03。
常用塑料拔模角度
塑料名称 型腔
型腔 型芯
ABS 40´~1º20´ 35´~1º
PE 25´~45´ 20´~45´
PMMA 35´~1º30´ 30´~1º
POM 35´~1º30´ 30´~1º
PC 35´~1º 35´~50´
根据经验常用塑料拔模角度取值为:型腔为1 º,型芯为1º。
综合考虑以上的因素,本塑件采用ABS做材料。其缩水率取5/1000。模具温度选取50 º,成型温度为220 º。逃气孔适宜深为0.03。塑料拔模角度取值为:型腔为1 º,型芯1º。
ABS是由丙烯腈-丁二烯-苯乙烯共聚而成的。这三种组分的各自特性,使ABS具有良好的综合力学性能。
特点:它无毒,无味,显微黄色,冲击韧性较好,机械强度较高,尺寸稳定,耐化学性,电性能良好;易于成型和机械加工,与372有机玻璃的熔接性良好。成型的塑料件有较好的光泽。
吸湿性为:0.05%~0.06%
密度为:1.03~1.07g/cm³
其成型特性有:
无定性料,流动性中等,溢边值为0.04毫米左右.
吸湿性强,必须充分干燥,表面要求光泽的塑件须经长时间的预热干燥.
成型时宜取高料温,高模温.注射压力为1000~1400公斤力/厘米²。
目 录
1 引言 - 1 -
2 本次设计内容 - 2 -
3 本次设计的目的 - 2 -
4 塑件成型的基本过程 - 3 -
4.1塑化过程 - 3 -
4.2充模过程 - 3 -
4.3冷却凝固过程 - 3 -
4.4脱模过过程 - 3 -
5 塑件制品分析 - 4 -
6 注射机的选择与校核 - 7 -
6.1注射机的选择 - 7 -
6.2注射机的校核 - 7 -
6.2.1注射量的校核 - 7 -
6.2.2锁模力得校核 - 7 -
6.2.3注射机安装模具部分的尺寸校核 - 8 -
7 分型面的确定 - 9 -
8 浇注系统设计 - 10 -
8.1浇注系统的组成 - 10 -
8.2浇口套和定位圈的设计 - 10 -
8.2.1浇口套的设计,如图8-2 - 10 -
8.2.2定位圈的设计 - 11 -
8.3流道设计 - 12 -
8.3.1流道的截面形状 - 12 -
8.3.2流道的布置 - 13 -
9 排溢系统 - 14 -
10 型腔、型芯设计 - 15 -
10.1设计型芯和型腔的结构形式 - 15 -
10.1.1 型腔结构设计 - 15 -
10.1.2型芯结构设计 - 16 -
10.2 型芯和型腔设计 - 16 -
10.2.1 型芯设计 - 16 -
10.2.2 型腔设计 - 17 -
10.3型腔、型芯工作尺寸的计算 - 17 -
11 型腔壁厚计算 - 19 -
11.1型腔的强度及刚度要求 - 19 -
12 导向定位机构设计 - 20 -
13 脱模与复位机构设计 - 21 -
13.1脱模机构设计 - 21 -
13.2复位机构设计 - 21 -
14冷却系统设计 - 22 -
15 整个设计 - 24 -
致 谢 - 26 -
参 考 文 献 - 27 -
diankuai.dwg
dianqizhijiao.dwg
dingmoban.dwg
dingmozuoban.dwg
dingweiquan.dwg
dongmoban.dwg
dongmozuoban.dwg
fuweigan.dwg
laliaogan.dwg
tuiban.dwg
tuigan1.dwg
tuigan2.dwg
tuigangudingban.dwg
xingxin.dwg
zhichengban.dwg
zhuangpei123.dwg
本科毕业说明书.doc