������һ���ȶ�п�ļ��
�������ȶ�п�� Hot Zinc Plating Technics �����������ȶ������շ�չ�����������ѿ�����ĸ����͡�����Ϊֹ���ȶ�п���Ǹֲķ�ʴ������Ӧ�����ձ顢����Ч�Ĺ��մ�ʩ�����ȶ�п��չ�����������У�ÿ�����͵Ĵ�������Ϊ��������ѧ������Ӣ��ʿ������������������ʦ������������ܳ������Һ���ʦɭ���������ǶԸ������ȶ�п�����˿����Ե�ʵ�鲢�����˺ͽ����˹�ҵ���ȶ�п�����ߣ����������������١��������ȶ�п���¼�Ԫ��
�������ҹ�ѧ�����ܽ�ǰ�˵ľ�������ϣ���ʶ���ȶ�п�Թ��÷�չ����Ҫ���á���ˣ��ڹ�ҵ�����У��о�������ʴ�������ʮ����Ҫ����������á�����ѡ��пΪ�������Ϸ���ʴ���߱��������ǣ���һ���ҹ���Ǧ���ḻ������ȡ�ġ��ڶ���п�������õķ������ܡ�������п�����ĸ�ʴ����������ͣ����Խ���п����ʴ���ֵļ�϶���ϣ��Ӷ���һ���̶����ܼ����绯ѧ��ʴ�Ľ�һ����չ�����ģ���п�㾭�������ζۻ����γɶ���ɫ�ʶۻ�Ĥ���������Ư�������һ��ܻ��������ˮ������ʴ�����ܡ���ˣ�п��Ϊ��������ı����㣬���������ṩ��������������һ��������ʴ���丯ʴ�ٶȻ������������ۻ������Ķ�п�����ʴ���ܻ����Դ����ߡ������Ϊ����п��Ϊ�����������ԭ��
�������ȶ�п������������������ʴ������ȣ��ڶƲ�绯ѧ�����ԡ��Ʋ������ԡ��Ʋ��;��ԡ��Ʋ���ά���ԡ��Ʋ�������������Ʋ㾭�����Լ��ȶƹ��նԸּ���״���ߴ����Ӧ�ԡ������ĸ�Ч�Է�������������������⡢�����������ơ����ձ���пЭ�᳤��10��Ĵ�����¶ʵ��������Ʋ���Ϊ86���ȶ�п�����ع�ҵ������ͳ��еش����������ֱ�Ϊ13��50��104��30�ꡣһ����ԣ���п��Ϊ600��ÿƽ���Ķ�п�㣬����ά����ʹ������Ϊ20-50�꣬���ڽ����û��岻��п�IJʰ壬��ʹ����Ϊ3-5�꣬�������п�IJʰ���ʹ�������ɴ�20-30�ꡣ�ݵ��飬�ȶ�п�ijɱ�Զ�������ᡣ��ˣ��ȶ�п�кܴ����ʵ���壬������ҹ����˶�пҵ��ԭ��
���������������ȶ�п���༰�似����չ
����(һ) ���ڸְ��ȶ�п��״���䷢չ
��������п�ְ�㷺�������Ṥ���ҵ硢�����ͽ�����ҵ�����������ҹ���п��һֱ���ڶ��߲�Ʒ���������ҹ���п����Ը���ԼΪ50%��ÿ����Ҫ�������ڡ������������ֶ�п�����ķ�չ�Ͷ�̬��Ҫ�����������ð壬���������ȶ�п����ʴ���ȶ�п���������档�߱����������������������߱��Ļ����������Ʋ���������뱡�����ֲڶȡ����ȡ����ֻ�ѧ�ɷּ����ѹ��������ֱ�ӵĹ�ϵ��ͬʱ�ȶƹ��ա�пҺ�ɷ֡��ȶ��豸Ҳ��Ӱ��п�������������Ҫ���ء�
������пҺ�е�п����Ӱ���п��������������Ҫ���أ����ִ����������У������մ��ڳĹ�ȡ����п����������Ч�ؼ���п����п�����������Ӱ�졣���⣬������п���Ǵ�ͳ�ȶ�п����͵��������ɴ˻���û�������������һ������ҵ��ֵ�������о�����п������IJ�ƽ���ԣ��Ʋ��е�Ǧ������Ӱ��Ʋ���ں����ӹ��еļӹ����ܡ�Ϳװ�Ժ�ʹ���е���ʴ�ԡ�п���ߴ���Ǧ�����ļ��ٶ���С�������ʺ�ʴ��Ҳ�ֱ��͡�Ŀǰ���½���п�����߾�������Ǧ��п���գ���Ǧ��п�ѳ�Ϊ��ǰ�ȶ�п��չ�����ơ�
����(��) ���������ȶ�п
�����������������ڱ������������������IJ��Ͻ������ֲ�ұ�����ܵ��ԸĽ����������ֵ�����������ߣ��������Ȳ��ϼ��������������п����Բ���ȡ��������п�壬���ڶԱ��������ͳ�ѹ���ܲ�̫�ߵĵط����ͶƲ�ṹ�ͶƲ��������ԣ�������п�����������п����ȣ���һ���棬������п���Կ����ں�ְ�IJ�Ʒ�����磺������������ǿ�塢֧���ȡ�
�������ֶ�п������������Ȳ�����и����˻�Ͷ�ǰ��ȴ�����еȿ��ȴ��ֿɲ�����Ӧ�Ժõĸ�Ӧ���ȡ���˿ɽ�Լ������Դ�ͽ��������ɱ���90������ڣ��¸��������������������ֶ�п���գ�1.��������ϴ��п���������ߡ�2.խ�������еȿ��ȴ��������ߡ�����������п��ĵͳɱ������г�ǰ���dz�������
����(��) �ṹ���ȶ�п
��������п�ṹ�ֵ�ȷ�к���ӦΪ��п�ּ��乹�����п�ṹ�ֹ㷺�����ڹ��û�����ҵ����ǰ�ҹ���½�ȶ�п�ṹ��һֱ�Ե�������������Ϊ�������ڶƼ�Ʒ����չ��������������·�Ƹˡ���ʾ�ơ������żܡ���ȴ����������������ǡ������ȡ�Ŀǰ�ҹ��нṹ�ֶ�п��150-200�ң�����2006���п������������ߡ�
�������ȶ�пп�����ͻ�������Ч�ۻ�����Ӧ���ǽ���ṹ���ȶ�п���Ծ��Ӧ�ÿ��⡣�����ҹ�������ҵ�����ȵ�������ߣ������ڽṹ�ֶ�п�еı���Խ��Խ�ߡ����⣬������ʹ��п����п���Ͻ�������йغϽ�ͬʱ���ȶƹ��ս����ʵ����������Ի�ýϺõ�Ч�����乤��Ҫ���ǣ����õ��¶�п�����ٽ�пʱ�䣬��������ٶȣ��ӿ�ƺ���ȴ�ٶȡ�п�����ͻ��ѳ�Ϊ�ṹ�ֶ�п��һ�����ƣ�Ϊ��������ͶƼ�����Ҫ��Ϊ���ڹ�����ʵ�ֵ��¶�п��Ϊ����߶Ƽ�������������ʹ�ô�������п����п�������һ��Ϊ2.5-3.2�ס���ͳ�Ķ�п�ۻ����Dz��ø��������Σ��ۻ�����ˮϴ����ˮϴʱ�����ĸ����ӽ�����ȴҺ����Ӱ��ۻ���������Ⱦˮ�ʣ�Ŀǰ���������Ϳ�������ζۻ������ڽṹ����п�У����ص��Ǹ�Ч����ˮϴ�����ŷš�
������������п�ֹܵ�ǰ��
���������ڶ�п���ܵ��г�ǰ��һֱ���ȶ���ҵ������������ȵ����⡣��п�ֹܲ����ܵ��������������ص�Ӱ�죺һ���棬�������ҹ���п�ֹ�Ʒ�ֵ�һ��һֱ��ˮú������Ϊ��������пˮú���ܵIJ��������½�����һ���棬��������п����������������ȡ������ܡ���ʵ�ϣ����ϱ����ȶ�п�ֹܵ�����ʹ������������ʮ�꣬��п�ֹܶ������ǰ�ȫ�ģ�������ˮ�Ķ�п�ֹܵ�ˮ��������Ҳ�����ġ���˶�п�ֹ��ڸ���Ӳ����ˮ�����㹻����ʴ�ԡ��ȶ��ԡ���ȫ�ԣ�Ŀǰ�ڴֵ�����п�ֹ����ǹ�ˮ��������Ʒ��
��������п���ܾ��м۸������ʴ�Ժõ��ŵ㡣�������ѹ㷺����ʯ���ܡ����ּܹܡ������ס�ũ�����ܡ������ܡ������ÿռ����ܽṹ�ܡ�Һ�����ܡ����е����ùܡ���е�ܡ��Ҿ�ܵȣ�������û�������ķ��ٷ�չ�Ӵ��˶Զ�п�ֹܵ��������ҹ���п�ֹܳ���������Ҳ��ԭ��֮һ����֮��п�ֹܵķ�չǰ��ʮ�ֹ�����
�������ġ���������Դ�ں�Ӣ�������ڿ�����Ŀ�˴����¸ֹ��Ƚ���п�Զ��������豸���
������(һ)��Ҫ������ݣ��˴����¸ֹ��Ƚ���п�Զ��������豸��ơ���ɶ�п�����ƻ����װ��ͼ������ļ��㣬ǿ�Ⱥն�У�ˣ���ͼ�ȹ�����
������(��)����Ҫ��
�������ֹܵĹ���ͨ���� 1/2����8��
�������ֹܵij��ȣ� 5.8—6.2�ף����û�����Ҫ��
�������ֹܱں� 1.5—5���ף��ں��DZ���
�������塢ѡ�����ݼ��о�����
���������������ڹ�ũҵ���õ������Ǹ������ϡ�������������ʴ���ܱȽϲ�ȶ�п�Ƿ�ֹ���������һ�ַ������ǹ��ϵĸ��Լ۱ȸ�����Ʒ����������
�������ȶ�п������18������Ҷ���������ȶ������շ�չ�����������ѿ�����ĸ����͡�����Ϊֹ���ȶ�п���Ǹֲķ�ʴ������Ӧ�����ձ顢����Ч�Ĺ��մ�ʩ��
�������ȶ�п������������������ʴ������ȣ��ڶƲ�绯ѧ�����ԡ��Ʋ������ԡ��Ʋ��;��ԡ��Ʋ���ά���ԡ��Ʋ�������������Ʋ㾭�����Լ��ȶƹ��նԸּ���״���ߴ����Ӧ�ԡ������ĸ�Ч�Է�������������������⡢�����������ơ�
���������Ӹֹܵ��ȶ�п����������������ʮ����Ѿ��õ��ȽϹ㷺��Ӧ�á�����п���ܹ������ֻ��岻�ܸ�ʴ����п�ܱ�δ��п�ĺڹ��������ӳ�ʮ������������ѹ㷺���ڸ����ı����������ڽ�����ʯ�͡��������촬�͵���������
�������ɼ����о�����������ʴ�����ڷ�չ���á���Լ��Դ����ֹ��Ⱦ����֤������ȻЭ������ȷ��涼��ʮ����Ҫ����������á���ˣ����γ���Ʒ����г����������õ������ҹ���ҵ�ķ�չ������Ҫ�����塣
�������ֹ��ȶ�п�����ߵ������Ϊ��ҵ��ƿ��⣬�串����Ϲ㣬�漰�������硢���������һ�廯�����Լ�רҵ�γ̵�֪ʶ������������У����Dz���������Լ��Ļ�ͼ������Ҳ����������ǵķ��������ͽ��ʵ�������������
�ڶ��� �������
���շ������
������һ�����������Ŀ���˴����¸ֹ��Ƚ���п�Զ��������豸���
����������������ݼ�Ҫ��
��������һ���������
������1.��ɶ�п������Һ��ƻ�װ��ͼһ��A0ֽ��
������2.��ɶ�п������Һ��ƻ���Ҫ���ͼ����A0ͼֽ���ϡ�
������3.��ɶ�п���Զ����������������˵����20000�������ϡ�
������4.���������Ϸ���40000�������ϡ�
������5.��ɱ�ҵʵϰ����2500�������ϡ�
��������6.��ɸֹ��Ƚ���п�Զ������߹���·��ͼ��
������������ ���Ҫ��
������Ҫ���ܹ��ۺ�������ѧ֪ʶ�����������������Ҫ���������⣻�ܶ���������Ʒ��������㼰�����������ɣ�ͼֽ���������ͼ�淶��Ӧ�ü�����������ͼֽ������һ�ݵ����ĵ�����ͼʱͬʱ�������ĵ���ѧϰ�йؼ����������ߣ�������ȷ�����˼�����ʵ�����缰���̼�����ȫ�ֹ۵㡢�����۵㡢���ù۵㣻���չ��̼����Ϳ�ѧ�о��Ļ���������ѧ������о������ļ������ס����ϡ��ֲᡢ������ȡ�
������
��������
�˴����¸ֹ��Ƚ���п�Զ��������豸��ư������������䡢���顢��ϴ����ˮϴ��Ϳ�ܼ�����ɡ��Ƚ�п�������ⴵ���ڴ�����ȴ���ۻ������顢��ӡ����װ����⡣���м�����Ҫ����Ϊ��ϴ��Ϳ�ܼ����Ƚ�п��
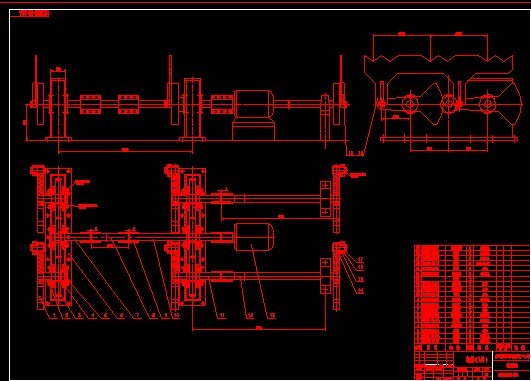
��������������ͼ��ͼ2-1��
ͼ2-1 ��������ͼ ���У���—�ؼ����� ��—�����
����һ���ֹܵijߴ缰��������
����(һ)�ֹܵĹ���ͨ����1/2”—6”
����(��)�ֹܵij��ȣ�����5.8—6.3�ף���ӵ������Ҫ��
����(��)�ֹܱں� 1.5—5���ף��ں��DZ���
����(��)�ֲֹܸĵĻ�ѧ�ɷ�Ӧ����GB700—88���涨��1��2�ź�3���������������JISG3132�й涨�ĵ�һ��SPHT2�ֵ�Ҫ��
����(��)���Ӹֹܱ�ӦGB3092—93������ѹ���������ú��Ӹֹܡ��涨�ı��������BS1387—85��ASTM��A53�����йع涨��
����(��)�ֹ�������治��Ϳ�����ࡢ���ࣻ����մ�������������־���а���ϴ����ϴ����п�����ʡ�
����(��)�ֹ��ڶ�пǰ���뾭����ֱ����ֱ������ͷŸֹ��ڳ��μ����ӹ����в�������Ӧ���������ڶ�п�����в������õ��������Σ�Ӱ���������豸��������ת������
����(��)ÿ���ֹ��踽�б굥������Ӧ�����������֧������������Ҫ��Ӧ��ע�������ź���ϸ˵����
���������ֹܵ�����
����(һ)�ֹ�����װ��ʱ��û����֮��Ҫ�м�����Ա��ڵ�װж������ÿ������װ�ع��ࣨ�ر��DZ��ڸֹܣ�һ��ѹ��ֲġ�
����(��)��װʱҪ��ֹ���䡢ײ��ֹܣ�����Ҫʹ�õ�����װ��
����(��)�Է�Ҫ���룬�ݷ�ƽ�ȣ��ر��DZ��ڸֹܣ���ֹ����⡣
Ŀ ¼
��һ�� ǰ��……….……….……………....….(1)
�ڶ��� �������……………..…….…...….....(5)
��һ�� ���շ������…………….………..….(5)
�ڶ��� ��������…………...………….......…..(5)
������ �����豸………...…….(15)
������ ��п�����ƻ����…...…..….…....….(19)
��һ�� ��п�����ƻ��Ľṹͼ�ͼ�����ԭ��………….(19)
�ڶ��� �����Ƽ�У��...……….….......…….(23)
������ ������������Ƽ�У��………...….....(28)
������ ������ز�����������…...……(30)
��һ�� ��п�����������………..…….(30)
�ڶ��� ��п�����ϻ����…..……....………..(30)
������ �йؽ����ȶ�п��ҵ��չ�Ļ�����������…....(31)
������ ��п�ķ�չǰ��………..........(32)
�ο�����...…………….....…(34)
��л……..……..…………......…(35)
��¼…...……………..........…..…(36)