Ŀ ¼
�� ��…………1
��ҵ���������……………………2
��ҵ���ָ����…………………4
���˵����6
һ�������Ŀ………………7
������ƹ���………………7
��һ�����ܼ��ķ��������ϵij���������…………8
���������ܼ����������������9
����������ǻ��Ŀ��ȷ��………9
���ģ���ע�����ѡ��…………10
���壩�����Ͳ��ֵijߴ���� 11
������������ļӹ�����……17
���ߣ���ģ�ӹ���������……19
���ˣ�����עϵͳ�����……20
���ţ�����ȴϵͳ�����……23
��ʮ������ģ���������……24
��ʮһ����ģ�ܵ�ѡ��…………25
��ʮ������ѹ������У��……25
��ʮ������ABS�ij�������………………27
��ʮ�ģ����ο�����…………27
������…29
�� ҵ �� �� ָ �� ��
һ����Ŀ��
���Ӽ�ʱ����ظ� ���� ABS
������ȷ��������ռ��й�����
1���˽��ҵ��Ƶ��������ݡ�Ҫ��Ͳ��裬�ƶ���ƹ������ȼƻ���һ���裶—���ܣ�
2����Pro/E���ͼ,ת��ΪAUTOCADƽ��ͼ������óߴ�
3�����ġ��ռ��йص���Ʋο�����
4���˽�������������;���ṹ�����ܣ���������Ʒ��װ���ϵ������Ҫ����������
5���ܽ���������豸����
6��ģ�����켼�ܺ��豸�������ɲ��õ�ģ�߱����
���������Է���
�����ܽ����Ĺ������������;��������棬�ڼ������棬���ݲ�Ʒͼֽ����Ҫ�����ܽ�������״�ص㡢�ߴ��С���ߴ��ע����������Ҫ���������Ͳ������ܵ����أ��Ƿ����ģ�ܹ���Ҫ���ھ��÷��棬��Ҫ�����ܽ�������������������Ʒ�ɱ�����������ע��������ȡ�õľ���Ч�档
�����ܽ�������״�ͳߴ磺
�ܽ�������״�ͳߴ粻ͬ����ģ�ܹ���Ҫ��Ҳ��ͬ��
�����ܽ����ijߴ羫�Ⱥ����Ҫ��
�ܼ��ijߴ羫�Ⱥ����Ҫ����ģ�ܹ��շ�����ģ�߽ṹ��ʽ�����쾫�ȵ��йء�
3����������
���������Ĵ�С��ֱ��Ӱ��ģ�ߵĽṹ��ʽ��һ�����������ʱ����ѡ��һģ��ǻ����������ʣ�С��������ʱ���ɲ��õ���ǻģ�ߵȽ�������������ģ�ߵ�������á�
4����������
�ڶ��ܽ������й��շ���ʱ�����˿������������⣬��Ӧ�����ܽ����ĺ�ȡ����ϳ������ܼ�ģ��������������Ʒȱ�������ģ�ܹ����Ե�Ӱ�졣
�ġ�ȷ�����ͷ�����ģ����ʽ��
���ݶ��ܽ��������״���ߴ硢���ȼ���������Ҫ��ķ��������ȷ�������ģ�ܳ��ͷ�������Ʒ�ĺ�ӹ����������ѡ����ǻ����Ŀ�����С���������Ľṹ����עϵͳ�ȡ�
�塢���ռ�������
1�� ע�������㣺�漰��ѡ��ע����Ĺ���ͺţ�һ��Ӧ�Ƚ��м��㡣������״���Ӳ��������Ʒ����������Pro/E��“����/ģ�ͷ���/ģ����������”���������������߲��ù��㷨�������ϵ��������Ա�֤�㹻����������Ϊԭ��
2�� ��עϵͳ��Ƽ��㣺�������ע��ģ�ĵ�һ����ֻ����ɽ�עϵͳ����ƺ���ܹ�����ǻѹ����ע��ʱ�䡢У����ģ�����Ӷ���һ��У����ѡ���ע����Ƿ����Ҫ��עϵͳ��Ƽ�������������á��������ͷ���������ߴ���㡢��עϵͳѹ�����������ǻѹ��У�ˡ�
3�� ������������ߴ���㣺��Ҫ�а�ģ����о����/�����ߴ�߶ȣ���ȣ��ߴ磬�����ֱֵ�ӹ�ϵ��ģ�߳ߴ��С���������ߴ�ľ�����ֱ��Ӱ�쵽��Ʒ���ȡ�Ϊ���㷽�㣬������ߴ��������С�ߴ���Ϊ���Ƴߴ磬������Ϊ����������ߴ���������ߴ���Ϊ���Ƴߴ磬������Ϊ�������й����ߴ����ʱӦ�������ϵ������ʺ�ģ��������ĥ��ԣ���������ء�
4�� ģ����ȴ�����ϵͳ���㣺��ȴϵͳ���������ȴʱ�����ȴ�������㡣��ȴʱ����������ַ���������������Ʒ��״����������ѡ���ʵ��Ĺ�ʽ���м��㼴�ɡ���ȴ����������ȴ�������ȴˮ�ճ��ȺͿ����ļ��㼰��ȴˮ����״̬��У�˺���ȴˮ�������ڴ��¶Ȳ��У�ˡ�ģ���ȹ��ռ�����Ҫ�Ǽ��ȹ��ʼ��㡣
5�� ע��ѹ������ģ���Ͱ�װ�ߴ�У�ˣ�ģ�߳��������ɺ���У����ѡ���ע���ע��ѹ������ģ���ܷ��������ϳ���Ҫ��У��ģ�����γߴ�ɷ㰲װ���г��Ƿ�����ģ�ܳ��ͼ�ȡ��Ҫ��
��������ģ�߽ṹ���
1�� ȷ����ģ��ģ�壩�ߴ磺�ȼ��㰼ģ��ģ�壩��ȣ��ٸ��ݺ��ȷ����ģ��ģ�壩�ܽ�ߴ�(��X��),��ȷ����ģ��ģ�壩�ܽ�ߴ�ʱҪע��:��һ,��עϵͳ�IJ���,�ر��Ƕ���һģ��ǻ������ģӦ��ϸ����ģǻλ�úͽ�������;�ڶ�,Ҫ���ǰ�ģ���ݿIJ���λ��;����,������������ģ��ļ�������Ӧ�غ�;����, ��ģ��ģ�壩���γߴ羡�������ұ�ѡȡ��
����ѡ��ģ�ܲ�ȷ������ģ���������Ҫ��������ȷ��ģ�ܽṹ��ʽ�Ͷ�ģ����ģ��ijߴ�ɸ��ݶ�ģ����ģ��ijߴ磬�ӡ�����ģ���ұ���GB/T 12555—1990 ������ע��ģ����ģ�ܣ���GB/T 12556—1990 ������ע��ģ��С��ģ�ܼ�������������ȷ��ģ�ܹ��ģ�ܹ��ȷ����ȷ����Ҫ��ģ����Ĺ��������ٲ��ı����й��㲿��ͼ�����Ϳ��Ի�װ��ͼ�ˡ�
�ߡ���װ��ͼ
����һ���Ȼ�����ͼ���ٻ�����ͼ��������ͼ������ע������Ϊ��ʽ�ģ���ע��ģҲ������װλ�û�����ʽ��������ͼ��ô���ģ����棨�������棩��ʼ����������������Ϊ���㣬�Ҳ��׳�����
ģ��װ��ͼ������
1������ͼ������ģ�߹���λ�õ�����ͼ
2������ͼ��һ������»��ƶ�ģ������ͼ��
3������ͼ���ֲ�����ͼ�ȡ�
4���г������ϸ����ע�����ʺ���������������ע�����
5������Ҫ��˵����������ѡע����豸�ͺţ���ѡ�õı�ģ���ͺţ�ģ�߱պϸ߶ȣ�ģ��϶������Ҫ��
�ˡ����Ƹ��DZ����ͼ
���ͼ��Ӧע��ȫ���ߴ硢��������ϡ���λ�������ֲڶȡ����ò��ϡ��ȴ�������������Ҫ��
�š���д�����ļ�
1����дע������տ�Ƭ���������ϵij����ص㣬�����й����ϣ�ȷ��������ע������ղ����������ɹ��տ�Ƭ��
2����д�ӹ����չ��̿�Ƭ��ѡȡ������Ҫģ�߳��������ȷ���ӹ�����·�ߣ������ɼӹ����չ��̿�Ƭ
3����д���˵���飺
��һ���� �����Ŀ ����ΪABS
�ڶ����� ��ƹ���
һ���ܼ��ķ��������ϵij���������
1���ܼ������Է���
1���ܼ��ijߴ��С�����ȵȼ��߾��ȣ�����Ҫ��һ�㣬Ϊ��������������һģ��ǻ����������ʡ��ܼ��ڱ�������Ʒ�����к�ӹ���
2�� ���ڲ��òཽ�ڣ�������һģ��ǻ�������������ʣ����ڽ���Ϊ���Ρ�
3�� �˷���ӹ����ȴ�������������ʽģ���ֲ���Ƕʽ��ģ�ṹ��
2�����ϵij���������
1���ܼ�����ABS��ABS����Ҫ���������У�
�����ȶ����ܲ�����Ȳ��������۽Ӻۣ�����ע����ͷ�����
�ڳ���������С���ߴ��ȶ��Ըߣ������ͣ�Ӳ����������������ѧ���ԡ�
�۾�Ե�Ժã��ͻ�ѧ��ʴ�ԣ���Ϳװ����ɫ����ʪ��ǿ��
������������
2��ע�ܳ�������
�ܶȣ�g/cm3�� 1.03~1.07
���������ʣ�%�� 0.3��0.8
Ԥ���¶ȣ��棩 80~85
Ԥ��ʱ�䣨h�� 2~3
��Ͳ�¶� ���棩ǰ�� 180��200 �ж� 165��180
��� 150��170
����ʱ�� ���룩ע��ʱ�� 20~90 ��ѹʱ�� 0~5
ȴʱ�� 20~120 ������ 50~220
���������������ߵƣ�����
����ע������� �ݸˡ���������
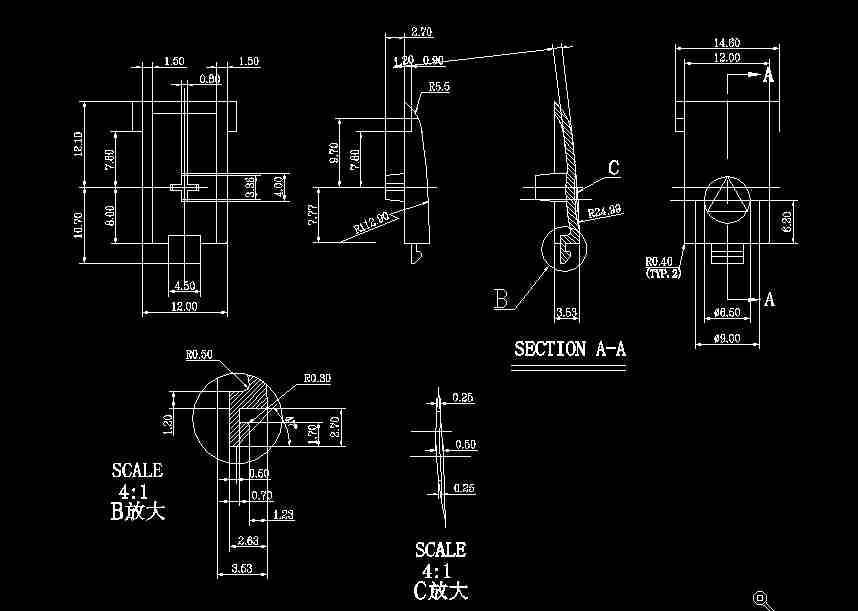
�����ܼ����������������
�ܼ�������ļ��������״�ָ��11���֣���������ֱ�ΪV1~V11��
��V1=2×7.94-1.73=14.17 mm3
V2=1.9×1.07×0.9×4.5/2=2.73 mm3
V3=2.63×1.2×12=37.87 mm3
V4=9.77×1.2×12=140.69 mm3
V5=5.8×1.2×12=83.52 mm3
V6=2×3.14×4.3×18.49×14.6/4=37.76 mm3
V7=0.9×15.8×1.5=21.33 mm3
V8=1.4×O.74×4.5=6.68 mm3
V9=1×0.7×4.5=3.15 mm3
V10=0.5×31.69×0.866×O.5=6.90 mm3
V11=3.14×11.76×14.6/4=134.85 mm3
V=V1+V2+V3+V4+V5+V6+V7+V8+V9+V10+V11=498.82 mm3
�����ʽ1-2-2��ע��ģ����������̳̣��ã�
ρ =1.05g/mm3
�ܼ�����m=ρv=1.05×0.4898=0.514(g)
������ǻ��Ŀ��ȷ��
�����ܼ�����������ѡ���豸�ͺŹ��ȷ����ǻ����
��δ���豸ʱ���뿼���������أ�
��ע����ע����mg ÿ��ע�������������ע������80������
n=��0.8mg��mj��/mz
ʽ�� n — ��ǻ��
mj — ��עϵͳ������g��
mz — �ܼ�����(g)
mg — ע����ע����(g)
��עϵͳ���Vj,���ݽ�עϵͳ������Ʒ������м��㡣
V1=πR2h=3.14×4.752×54=3827.6
V2=πR2h=3.14×2.762×40÷2×2=957.3
V3=πR2h=3.14×1.42×0.8×4=419.7
V4=4/3 πR3= 4/3×3.14×1.63×4=68.6
V��=V1+V2+V3+V4=4873.2��mm3��
M=ρv=4873.2×1.05=5.2(g)
��n=4,���
mg=(mz+mj)/0.8=(4×0.52��5.2)/0.8g=9.1
�Ӽ�����������������ע���������顶ע��ģ������������̡̳���3-6-5��ѡ��SZ-25/25��ע�����
���������� ����С���������˲��õ�ǻ��������������ȡ��ǻ�����ܼ�Ϊ����������������ȡ��ǻ����ע������ۣ�ע����ȷ����ǻ����
n=(0.8mg��mi)/mz=(0.8×25��5.2)/0.52g=27
���ڸ��ܼ���Ϊ�߾����ܼ���ͨ��������һģ��ǻ��ģ�ߣ��ʴ�����������
�ġ�ע�����ѡ��
���ڲ���һģ��ǻ�ķ���������ע�������������Ϊ�ĸ��ܼ��������������
��ע��������ע������ʽ��
K��G���RG��+G��
G�� — ע����Ĺ�������ע����
K�� — ע������ע����������ϵ����ȡ0.8
G�� — �ܼ�����
G�� — ��עϵͳ�ȷ��ϵ�����
�� 0.8G��≥��4×0.52��9.44��/0.8
=11.52g
�ɡ�ע��ģ����������̡̳���3-6-5�����ע������ͺ�ΪSZ��25/25������Ҫ����������
����ע��������cm3�� 25
�ݸˣ�������ֱ����mm�� 20
ע��ѹ����Mpa�� 150
�ܻ�������g/s�� 20
�ݸ�ת�٣�r/min�� 30
��ģ����KN�� 250
��ģ�г̣�mm�� 160
���ģ�ߺ�ȣ�mm�� 160
��Сģ�ߺ�ȣ�mm�� 130
��ģ��ʽ ˫����
������뾶��mm�� SR10
�塢���Ͳ��ֵijߴ����
���ܼ��ϸ��ӣ�����������ʽ�ṹ�������ڼӹ������Ҳ�����������Ϊ�˼��ٰ�ģ���ȴ������Σ����ģ������λ������ƴʽ�����ڰ�ģ����Ƕ�밼ģ��ǻ�顣
1�� ��ǻ���ھ�����