注射成型是塑料成型的一种重要方法,它主要适用于热塑性塑料的成型,可以一次成型形状复杂的精密塑件。本论文就是将手机外壳作为设计模型,将注射模具的相关知识作为依据,阐述塑料注射模具的设计过程。
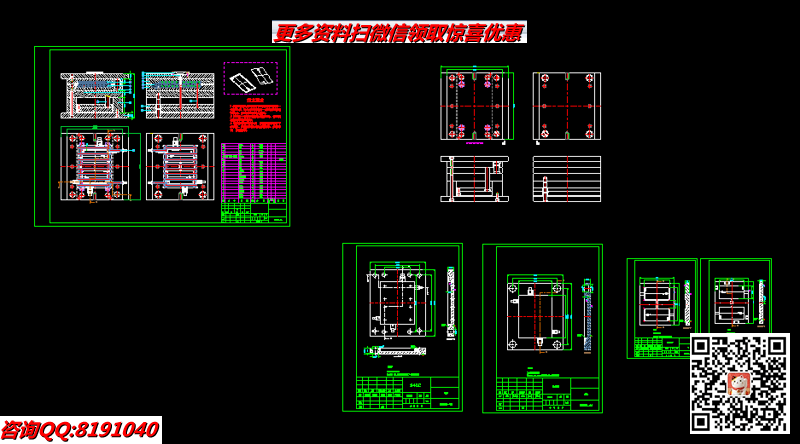
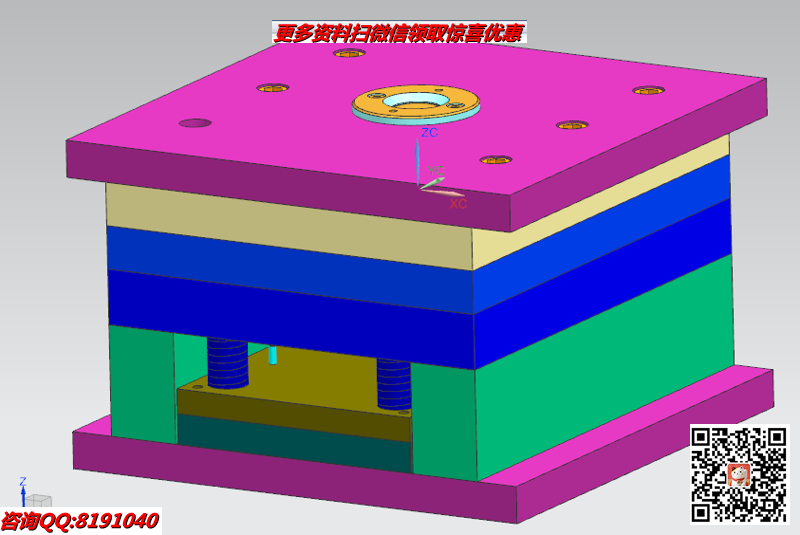
本设计对红米手机外壳进行注塑模设计,利用UG软件对塑件进行了实体造型,对塑件结构进行了工艺分析。明确了设计思路,确定了注射成型工艺过程并对各个具体部分进行了详细的计算和校核。如此设计出的结构可确保模具工作运用可靠,保证了与其他部件的配合。最后用autoCAD绘制了一套模具装配图和零件图。本论文通过对手机的注射模具设计,巩固和深化了所学知识,取得了比较满意的效果,达到了预期的设计意图。
关键词:塑料模具;注射成型;模具设计;
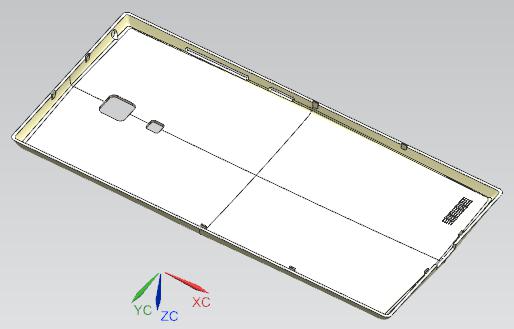
在进行手机外壳注塑模具设计之前,首先对制品图及形状结构分析,其内容主要包括以下几个方面:
1.手机上壳(见制件图)。制品的几何形状:本次设计的制品为小米红米款式,平均壁厚为1.0mm,属轻质薄壁制品。
2.制品的尺寸精度和表面粗糙度:塑料的尺寸精度主要决定于塑料收缩率的波动和模具制造误差。本次塑料制品的尺寸按4级精度取值。塑件的表面粗糙度主要取决于模具粗糙度,一般情况下,塑件的表面粗糙度比模具成型部分的粗糙度高1~2级。
3.制品的脱模斜度:脱模斜度的取向根据塑件的内外形尺寸而定,以塑件内孔型芯小端为准,尺寸符合图纸要求,斜度由扩大方向取得;塑件外形,以型腔大端为准,尺寸符合图纸要求,斜度由缩小方向取得。一般情况,脱模斜度不包括塑件的公差范围内。本设计采用1°脱模斜度。
4.根据产品的形状和结构特点,本次设计中,流道形式采用非平衡式,上壳采用侧浇口进胶。
目录
1 绪论 5
1.1 塑料成型模具在加工工业中的地位 5
1.2 塑料成型模具发展趋势 5
1.2.1 加深理论研究 6
1.2.2 高效率、自动化 6
1.2.3 大型、超小型及高精度 6
1.2.4 革命模具制造工艺 6
1.2.5 标准化 6
1.2.6 开发计算机辅助设计与辅助制造(CAD/CAM) 6
1.3 软件简介 7
1.3.1 总装配图的建立 7
1.3.2 零件模型设计与加工 8
2 制件分析 9
2.1手机外壳分析 9
2.2 零件材料选择及性能 10
3 模具制造 14
3.1 模具加工精度的确定 14
3.2 模具结构分析 14
3.2.1 标准模架的选择 14
3.2.2 模具闭合高度校核 15
3.2.3 开模行程的校核 16
3.2.4 模板尺寸的校核 16
3.2.5 喷嘴尺寸校核 16
3.3 浇注系统设计 16
3.3.1 浇注系统的设计原则: 16
3.3.2 主流道的设计: 17
3.3.3 分流道的设计 18
3.3.4 浇口形式 18
3.4 成型零部件设计 19
3.4.1 型腔分型面设计 19
3.4.2 排气槽的设计 20
3.4.3 成型零件设计计算 20
3.5 脱模机构设计和脱模力的计算 22
3.6 侧壁厚度、底板厚度的计算 23
3.6.1 侧壁厚度的计算 23
3.6.2 底板厚度的计算 24
3.6.3 制模特点 24
3.7 复位机构与导向机构设计: 24
3.7.1 复位机构设计: 24
3.7.2 导向机构设计: 24
3.8侧向抽芯机构 25
3.8.1具体形式 25
3.8.2设计要点 25
3.8.3抽拨力计算 26
3.9 塑模温控系统设计: 28
3.9.1 塑模温控制系统设计: 28
3.9.2 冷却装置系统的设计要点: 28
3.9.3 冷却系统的计算: 29
4 注射机的选择 31
4.1 注射量确定 31
4.1.1 锁模力确定 31
4.2.2 成型压力 32
结论 33
参考文献 34
致谢 35