

- ·上一篇文章:镁及镁合金压铸技术及其应用前景-压铸模
- ·下一篇文章:纳米涂层在现代工业中的发展与应用
第二章 压铸过程原理 第三节金属充填铸型的形态
-
论文代写发表联系:
QQ212181988
一键分享拿折扣:
第三节金属充填铸型的形态
压铸过程中金属液充填压铸模型腔的形态与铸件的质量(致密度、气孔、力学性能、表面粗糙度等)有着很大的关系,长期以来,人们对此进行了广泛的研究。
在压铸过程中,金属液充填压铸模型腔的时间极短,矩形垫片冲压毕业设计。一般为百分之几或千之几秒,在这一瞬间内,金属液的充填形态是极其复杂的。它与铸件结构、压射速度、压力、
压铸模温度、金属液温度、金属液黏度、浇注系统的形状和尺寸大小等都有密切的关系。因而金属液充填形态对铸件质量起着决定性的作用,为此,必须掌握金属液充填形态的规律,了解充填特性,以便正确地设计浇注系统,获得优质铸件。
一、金属充填理论
金属液充填压铸模型腔的过程是一个非常复杂的过程,它涉及流体力学和热力学的一些理论问题。研究充填理论的目的在于运用这些理论以更好地指导我们选择合理的工艺方案和工艺参数,从而消除
压铸生产中出现的各种缺陷,以工补农获得优质的压铸件。充填过程主要有以下三种现象。
(1)压入压射系统有必需的能量,对注入压室内的金属液,高压力和高速度使熔液经压铸的浇口流向型腔。
(2)金属液流动熔液从内浇口注入型腔,而后熔液流动并充填型腔的各个角落,以获得形状完整、轮廓清晰的铸件。
(3)冷却凝固熔液充填型腔后,冷却凝固,此现象在充填过程中自始至终地进行着,必须在完全凝固前充满型腔各个角落。
为了探明压铸时 注塑模毕业设计,液态金属充填型腔的真实情况,许多压铸工作者进行了一系列的试验研究工作,提出了各种充填理论。国内外压铸工作者对金属液充填形态提出的各种不同观点归纳起来有三种:喷射充填理论、全壁厚充填理论、三阶段充填理论。
(一)喷射充填理论
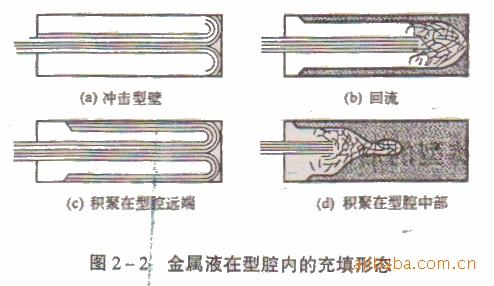
这是最早提出的一种金属充填理论,它是由弗洛梅尔(L。Frommer)于1932年根据锌合金压铸的实际经验并通过大量实验而得出的。实验铸型是一个在一端开设浇口的矩形截面型腔。通过研究,认为金属液的充填过程可以分为两个阶段,即冲击阶段和涡流阶段。通过研究。在速度、压力的均保持不变的条件下,金属液进入内浇口后仍保持内浇口截面的形状冲击到对面的型壁(冲击阶段),这时由于铸型侧壁对此回流金属流的摩擦阻力,以及此金属流动过程中温度降低所形成的黏度迅速增高,因而使此回流金属的流速减慢。与此同时,一部分金属液积聚在型腔中部,导致液流中心部分的速度大于靠近型壁处的速度。图2-2所示为金属液在型腔内的充填形态。
大量的实验,这一充填理论适用于具有缝形浇口的长方形铸件或具有大的充填速度以及薄的内浇口的铸件。
根据这一理论,金属液充填铸型的特性与内浇口截面积Ag和型腔截面积A1的比值有关,压铸过程中采用Ag/A1>(1/4~1/3),以控制金属液的进入速度,从而保持平稳充填。在此情况下,应在内浇口附近开设排气槽,使型腔内的气体能顺利排除。
(二)全壁厚充填理论
该理论是由布兰特(W。G。Brandt)于1937年用铝合金压入试验性的压铸型中得出的。实验铸型具有不同厚度0.5~2mm的内浇口和不同厚度的矩形截面型腔。内浇口截面积与型腔截面积之比Ag/A1与0.1~0.6的范围内,用短接触器测定金属液在型腔内的充填轨迹。
该理论的结论如下。
(1)金属液通过内浇口进入型腔后,即扩展至型型壁,然后沿整个型腔截面向前充填,直到整个型腔充满金属液为止。其充填形态如图2-3所示。
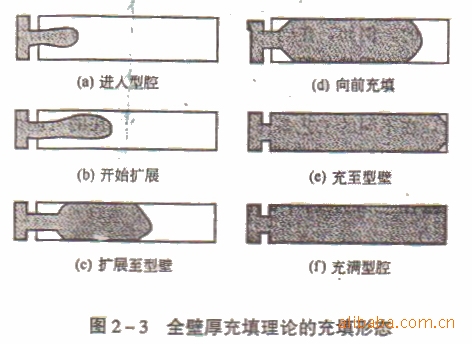
(2)在整个充填过程中不出现涡流状态,在实验中没有发现金属堆积在型腔远端的任一实例,凡是远端有欠铸的铸件,在浇口附近反而完全填实。因此认为喷射充填理论是不符合实际情况的,并且了喷射充填理论所提出的将复杂铸件看成若干个连续矩形型腔的说法。同时认为,无论Ag/A1的值大于或小于1/4~1/3,其结果并无区别。
按这种理论,金属的充填是由后向前的,流动中不产生涡流,型腔中的空气可以得到充分的排除。至于充填到最后,在进口处形成的“死区”,完全符合液体由孔流经导管的水力学现象。
第三节金属充填铸型的形态
压铸过程中金属液充填压铸模型腔的形态与铸件的质量(致密度、气孔、力学性能、表面粗糙度等)有着很大的关系,长期以来,人们对此进行了广泛的研究。
在压铸过程中,金属液充填压铸模型腔的时间极短,一般为百分之几或千之几秒,在这一瞬间内,金属液的充填形态是极其复杂的。它与铸件结构、压射速度、压力、
压铸模温度、金属液温度、金属液黏度、浇注系统的形状和尺寸大小等都有密切的关系。因而金属液充填形态对铸件质量起着决定性的作用,为此,必须掌握金属液充填形态的规律,了解充填特性,以便正确地设计浇注系统,获得优质铸件。
一、金属充填理论
金属液充填压铸模型腔的过程是一个非常复杂的过程,它涉及流体力学和热力学的一些理论问题。研究充填理论的目的在于运用这些理论以更好地指导我们选择合理的工艺方案和工艺参数,从而消除
压铸生产中出现的各种缺陷,以工补农获得优质的压铸件。充填过程主要有以下三种现象。
(1)压入压射系统有必需的能量,对注入压室内的金属液,高压力和高速度使熔液经压铸的浇口流向型腔。
(2)金属液流动熔液从内浇口注入型腔,而后熔液流动并充填型腔的各个角落,以获得形状完整、轮廓清晰的铸件。
(3)冷却凝固熔液充填型腔后,冷却凝固,此现象在充填过程中自始至终地进行着,必须在完全凝固前充满型腔各个角落。
为了探明压铸时,液态金属充填型腔的真实情况,许多压铸工作者进行了一系列的试验研究工作,提出了各种充填理论。国内外压铸工作者对金属液充填形态提出的各种不同观点归纳起来有三种:喷射充填理论、全壁厚充填理论、三阶段充填理论。
(一)喷射充填理论
这是最早提出的一种金属充填理论,它是由弗洛梅尔(L。Frommer)于1932年根据锌合金压铸的实际经验并通过大量实验而得出的。实验铸型是一个在一端开设浇口的矩形截面型腔。通过研究,认为金属液的充填过程可以分为两个阶段,即冲击阶段和涡流阶段。通过研究。在速度、压力的均保持不变的条件下,金属液进入内浇口后仍保持内浇口截面的形状冲击到对面的型壁(冲击阶段),这时由于铸型侧壁对此回流金属流的摩擦阻力,以及此金属流动过程中温度降低所形成的黏度迅速增高,因而使此回流金属的流速减慢。与此同时,一部分金属液积聚在型腔中部,导致液流中心部分的速度大于靠近型壁处的速度。图2-2所示为金属液在型腔内的充填形态。
大量的实验,这一充填理论适用于具有缝形浇口的长方形铸件或具有大的充填速度以及薄的内浇口的铸件。
根据这一理论,金属液充填铸型的特性与内浇口截面积Ag和型腔截面积A1的比值有关,压铸过程中采用Ag/A1>(1/4~1/3),以控制金属液的进入速度,从而保持平稳充填。在此情况下,应在内浇口附近开设排气槽,使型腔内的气体能顺利排除。
(二)全壁厚充填理论
该理论是由布兰特(W。G。Brandt)于1937年用铝合金压入试验性的压铸型中得出的。实验铸型具有不同厚度0.5~2mm的内浇口和不同厚度的矩形截面型腔。内浇口截面积与型腔截面积之比Ag/A1与0.1~0.6的范围内,用短接触器测定金属液在型腔内的充填轨迹。
该理论的结论如下。
(1)金属液通过内浇口进入型腔后,即扩展至型型壁,然后沿整个型腔截面向前充填,直到整个型腔充满金属液为止。其充填形态如图2-3所示。
(2)在整个充填过程中不出现涡流状态,在实验中没有发现金属堆积在型腔远端的任一实例,凡是远端有欠铸的铸件,在浇口附近反而完全填实。因此认为喷射充填理论是不符合实际情况的,并且了喷射充填理论所提出的将复杂铸件看成若干个连续矩形型腔的说法。同时认为,无论Ag/A1的值大于或小于1/4~1/3,其结果并无区别。
按这种理论,金属的充填是由后向前的,流动中不产生涡流,型腔中的空气可以得到充分的排除。至于充填到最后,在进口处形成的“死区”,完全符合液体由孔流经导管的水力学现象。
(三)三阶段充填理论
此充填理论是巴顿(H.K.Barton)于1944~1952年提出的。
按三阶段充填理论所做的局部充填试验表明,其充填过程具有三个阶段,如图2-4所示。
第一阶段金属液射入型腔与型壁相撞后,就相反于内浇口或沿着型腔表面散开,在型腔转角,由于金属液积聚而产生涡流,在正常均匀热传导下,与型腔接触部分形成一层凝固壳,即为铸件的表层,又称为薄壳层。
第二阶段在铸件表层形成壳后,金属液继续充填铸型,当第二阶段结束时,型腔完全充满,此时,在型腔的截面上,金属液具有不同的黏度很小,还处于液态。
第三阶段金属液完全充满型腔后,型腔、浇注系统和压室是一个封闭的水力学系统,在这一系统中各处压力是相等的,压射力通过铸件中心还处于液态的金属继续作用。
在实际生产中,大多数铸件(型腔)的形状比充填理论试验的型腔要复杂得多。通过对各种不同类型压铸件的缺陷分析和对铸件表面流痕的观察可知,金属在型腔中的充填形态并不是由单一因素所能决定的。例如,在同一铸件上,由于工艺参数的变动,也会引起充填形态的改变;在同一铸件上,由于其各部位结构形式的差异,亦可能产生不同的充填形态。至于采取哪种形态,则是由金属流经型腔部位的当时条件而定。
上述三种充填理论,在不同的工艺条件下都胡其实际存在的可能性,其中全壁厚充填理论所提出的充填形态是最理想的。
(四)理想充填形态在压射中的获得
压铸件的气孔、冷隔、流痕等缺陷都是由于金属充填型腔时产生的涡流和裹气所引起的。涡流和裹气现象的产生又是金属液高速射向型壁或两股金属流相对碰撞的结果。因此,理想充填形态的获得,应在金属液充满型腔的条件下,以最低的充填速度及浇注温度,使金属流形成与型腔基本一致的金属液柱,从一端顺利顺利地充满型腔,排体。
但这一形态的获得,即使在适宜在浇注系统中使金属液起到较完善的整流和定向作用,若没有其他工艺条件的配合,亦难达到充填过程中各阶段的要求。
压射速度的定点压射是改善充填形态的有效方法。所谓压射速度定点压射是指压射缸在压射过程中,按充填各阶段的要求,分为压射速度,每一级压射的始终均有严格的控制。
在第一级压射时,压射冲头以较慢的速度推进,以利于将压室中的气体挤出,直至金属液即将充填压室为止。
第二级压射则是按铸件的结构、壁厚选择适当的流速,以在充满型腔过程中金属液不凝固为原则,将糊状金属把型腔基本充满。
第压射是在金属液充满型腔的瞬间以高速高压于金属液上,增压后使铸件在压力的作用下凝固,注塑模设计(5)。以获得轮廓清晰、表面质量高、内部组织致密的优质铸件。
由上述充填过程可知,压射可避免一般充填中所有的裹气和涡流现象。在第二级压射中,金属液流进内浇口后,温度有所下降,黏度相应提高;同时,金属液在流人型腔后因容积突然增大,向外扩张,当金属液接触到型壁后,金属液流随型腔而改变形状,此时由于金属液对型壁有黏附性,更使它的流动性降低。这样,在型腔表面形成一层极薄的表皮,随后按金属流向逐步充填铸型。因此,在适当的铸型温度及金属液温度下,第二阶段压射形成了金属流端部的金属柱后,即使再增加压射速度,亦不致有产生涡流的危害。所以,第二种充填形态的获得有利于避免气孔,特别对厚壁铸件功效更大。
(五)金属液在型腔中的几种充填形态
图2-5所示为在某一压力下金属的充填形态。当改变内浇口截面积与铸件截面积之比时,充填所需的时间也不同,当Ag/A1=1/3时,充填所需时间最短。
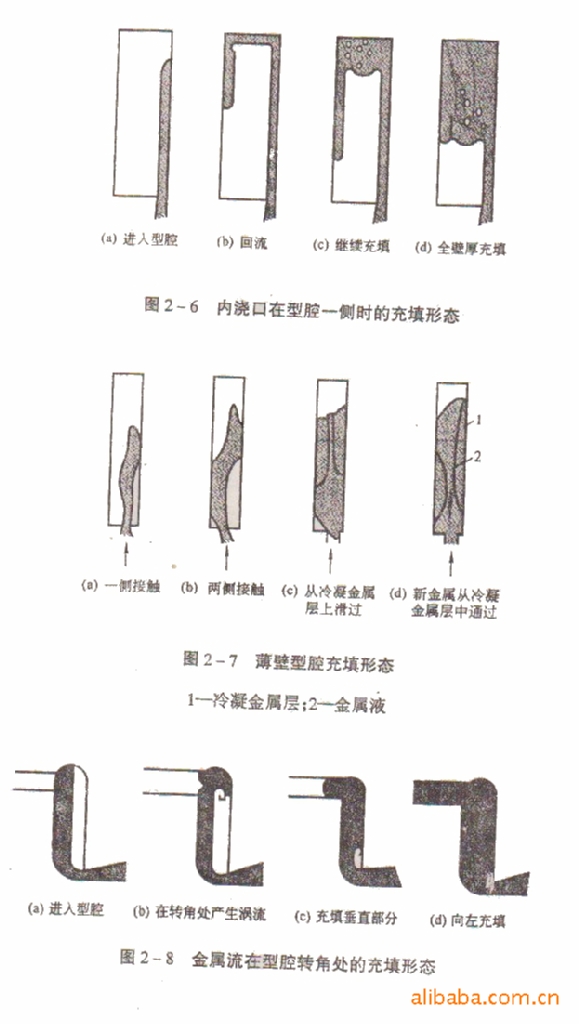
图2-6所示为在一般压力下,内浇口在型腔一侧时的充填形态。
图2-7所示为型腔特别薄时(对锌合金可以薄到0.4mm)的充填形态。金属流厚度接近于型腔,故金属流入型腔后,即与型腔的一侧或两侧接【见图2-7(a)(b)】。与型腔接触的金属因冷却而温度降低,中间的金属从冷凝金属层1滑过去,又与前方的型腔壁接触,而新的金属液2从侧逐渐冷却凝固的金属层中通过【见图2-7(c)(d)】。
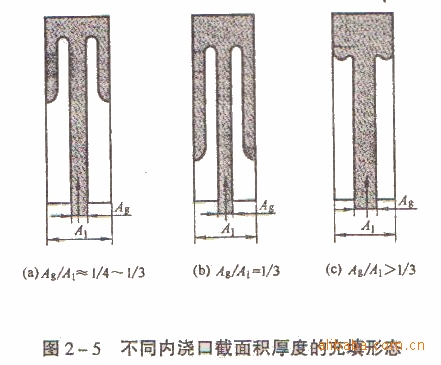
图2-8所示为金属流在型腔转角处的充填形态。金属液流入型腔处会产生涡流【见图2-8(b)】,基本上没有向前流动的速度,在型腔垂直部分充满以前向左移动甚慢【见图2-8(c)】,在垂直部分充满以后,后面的金属推动前面的金属向左流动【见图2-8(d)】。
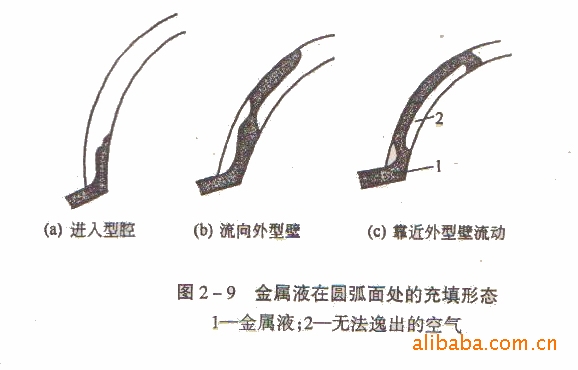
图2-9所示为型腔表面是一圆弧面时的金属充填形态。金属液有靠近外壁流动的趋势,因此,靠近内壁处的空气无法排出,易产生缺陷。

Tags:压铸模的工作原理
作者:佚名
- 好的评价 如果您觉得此文章好,就请您
0%(0) 

- 差的评价 如果您觉得此文章差,就请您
0%(0) 