

- ·上一篇文章:塑料模具生产中的标准化30条要求
- ·下一篇文章:求解 斜导柱的角度 怎么算?
汽车锁扣盖注塑模具设计
-
论文代写发表联系:
QQ212181988
一键分享拿折扣:
随着我国经济和社会的飞速发展,汽车已逐渐成为人们生活的一种重要交通工具。人们对汽车不仅要求具有良好的使用性能,而且对汽车外观和内部装饰的要求也越来越高。汽车的内饰件主要是塑料件,因此注塑模具的质量是影响汽车内饰的重要因素,研究汽车内饰件的模具设计具有现实意义。目前我国的汽车产业还处在发展阶段,对内饰件模具设计多采用二维平面,运用Pro/E软件设计模具的报道还不多见。笔者采用Pro/E软件设计了汽车内饰件锁扣盖注塑模具。
1塑料件结构分析
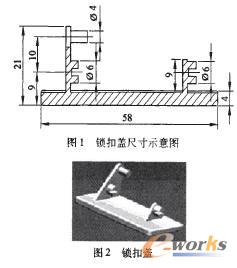
图1和图2分别为汽车内饰件锁扣盖的示意图及产品图。该塑料件是汽车仪表产品中的一个零部件,下部为4mm底板,注塑模毕业设计。上部有两个突出三角形板,其上分别有两个φ6mm和一个φ4mm圆柱侧向伸出,两个φ6mm圆柱上有两凹槽。塑料件的成型材料为ABS,它具有强度高、热稳定性和化学稳定性好、注塑时流动性好、易于成型的特点,其成型收缩率小,理论计算收缩率为0.6%,溢料值为0.04mm;比热容较低,在模具中凝固速度快,模塑周期短;塑料件尺寸稳定,表面质量高。
2模具结构分析
该塑料件为小型制品,尺寸精度不高,比较适合于大批量模塑生产。为了提高生产效率,降低模具生产成本,设计采用一模4腔,模具结构见图3。此模具的设计要点在于两凹槽的斜顶侧向抽芯机构和斜导柱滑块抽芯机构的设计。
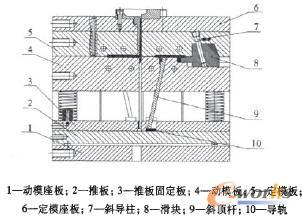
图3注塑模具结构图
2.1浇注系统设计
主流道(图4)是自注塑机喷嘴与模具主流道衬套接触的部位起至分流为止的一段总流道,它是熔融塑料进入模具时最先经过的部位。在卧式机上,主流道垂直于分型面,由于它与高温塑料及喷嘴反复接触,故设计成可拆卸的主流道衬套,主流道衬套应带凸缘注塑模毕业设计,使之固定在定模上。为便于流道凝料的脱出,将主流道设计成圆锥形,增压涡轮盘注塑模。其锥角为5°,内壁表面粗糙度为0.8μm。主流道上部小端的直径比注塑机喷嘴直径大1mm,球面半径比注塑机喷嘴的球面半径大2mm,其作用是补偿喷嘴与主流道的对中误差,避免注塑机注塑时在喷嘴与主流道之间造成漏料或积存冷料使主流道无法脱模。
在本模具设计中,分流道的布置采用对称平衡式。这种布置使各分流道的长度、截面形状和尺寸都对应相等,可实现均衡进料和同时充满各型腔的目的。分流道直径5-砌,分流道长度选取L1=65mm、L2=11.5mm。
模具斜导柱打几度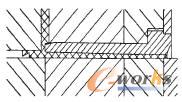
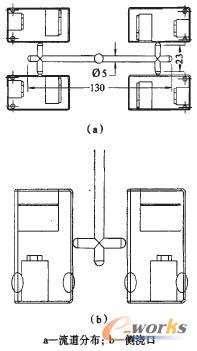
图5流道的设计
Tags:模具斜导柱打几度
作者:佚名
- 好的评价 如果您觉得此文章好,就请您
0%(0) 

- 差的评价 如果您觉得此文章差,就请您
0%(0) 