目录
摘要 I
第1章 绪论 1
第2章 基本定义 2
2.1 基本定义 2
2.2 刀具的几何参数 3
2.2.1刀具切削部分的表面与刀刃 3
2.2.2确定刀具切削角度的参考平面 4
2.3刀具标注角度的参考系 5
2.4刀具的标注角度 6
2.4.1刀具在正交平面参考系中的标注角度 6
第3章 刀具合理几何参数的选择 7
3.1 前角的功用及选择 7
3.1.1前角的功用 7
3.1.2前角的选择 7
3.2 后角的选择 9
3.3 主偏角、副偏角及刀尖形状的选择 10
3.3.1主偏角的功用及选择 10
3.4 副偏角的功用 11
3.5 刀尖形状及尺寸的选择 12
3.6 刃倾角的选择 12
第4章 车刀角度的测量 14
4.1目的与要求 14
4.2测量原理与实验方法 14
4.2.1量角器和量角台的结构 14
结 论 21
参考文献 22
附录 23
用于切削加工的刀具种类繁多,但刀具切削部分的组成确有共同之处。车刀的切削部分可看作是各种刀具切削部分最基本的形态。车刀是最典型的刀具,其他刀具都可以看作是由车刀演化而来的,车刀是其它刀具的基础。把车刀角度研究清楚了,就可以在此基础上研究其他刀具角度。因此,我们要掌握车刀切削部分的构造要素、车刀标注角度参考系及车刀标准角度的基本概念,并且了解车刀角度测量仪的构造和使用方法,学会用它测量车刀的比标注角度、绘制车刀标注角度图。
关键词:车刀;切削加工;刀具
在金属切削加工中,车刀是一种广泛使用的刀具,在车床上使用各种车刀,可完成工件的外圆、端面、车槽或切断,以及车孔和车内外螺纹等加工工艺。
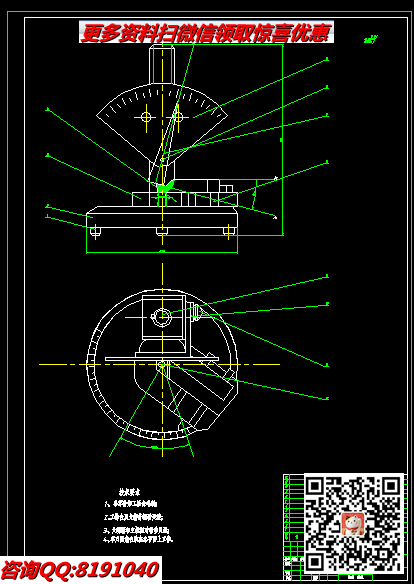
车刀切削部分各个刀面和刀刃在空间是互相倾斜的,为了确定它们在空间的位置和角度,根据切削运动的方向,假想出三个辅助平面:基面、切削平面和主平面(主剖面),形成主平面(主剖面)参考系。车刀的主要切削角度就是依据假想的三种辅助面和车刀上倾斜的各个刀面、刀刃来确定和定义的。用通常的量角器、角度尺是无法准确地测量出车刀的各种切削角度值。一般的中小型机械制造工厂里,只能由工人凭经验磨刀,所以车刀角度无法确认。为此,我设计制造出一种简便的车刀切削角度测量器,它使用方便、准确直观、效果良好,即可用于教学、又可用于生产实践。仪器的主扇形板安装在滑座上,可相对支柱轴线转动和固定,它相对本身轴线和支柱轴线转动的角度均可由指针示出。测量尺与车刀前面接触的基准刀口边平行于底座分布。
为了满足机器制造、金属加工及其他部门对金属切削刀具的需求,首先必须提高其生产速度,第二,要显著提高刀具质量,最后,要改进刀具的使用。其中,提高金属切削刀具的质量乃是达到最大限度满足对切削刀具需求的基本方法。
第2章 基本定义
2.1 基本定义
切削运动:直接切除金属层,使之转变为切削的运动称为切削的运动。
主运动:使工件与刀具产生相对运动以进行切削的最基本的运动,成为主运动。这个运动的速度最高,消耗功率最大。例如,外圆车削时的工件旋转运动和平面刨削时的刀具直线往复运动,都是主运动。其他切削加工方法中的主运动也同样是由工件和刀具来完成的,其形式可以是旋转运动和直线运动,但每种切削加工方法的主运动通常只有一个。进给运动:使主运动能够继续切除工件上多余的金属,以便形成工件表面所需的运动,称为进给运动。例如外圆车削时车刀的纵向连续直线进给运动,和平面刨削时工件的间歇直线进给运动。其它切削加工方法中也是由工件或由刀具来完成进给运动的,但进给运动可能不只一个。它的运动形式可以是直线运动、旋转运动或两者的组合,但无论哪种形式的进给运动,它消耗的功率都比主运动药效。
总之,任何切削加工方法都必须有一个主运动,可以有一个或几个进给运动。主运动和进给运动可以由工件或刀具非别完成,也可以由刀具单独完成(例如在钻床上钻孔或铰孔)。
待加工表面:它是工件上即将被切去的表面,随着切削过程的进行,它将逐渐减小,直至全部切去;
已加工表面:它是刀具切削后在工件上形成的新表面,并随着切削的继续进行而逐渐扩大;
过度表面:它是刀刃正切削着的表面,并切是切削过程中不断改变着的表面,但它总是处在待加工表面与已加工表面之间。
切削用量:所谓切削用量是指切削速度、进给量河背吃刀量三者的总称。
切削速度ν:它是切削加工时,刀刃上选定点相对于工件的主运动的速度。刀刃上各点的切削速度可能是不同的。当主运动为旋转运动时,刀具或工件最大直径处的切削速度由下式确定:
式中d ─ 完成主运动的刀具或工件的最大直径(mm);
n ─ 主运动的转速(r / s或r / min)。
进给量f:它是工件或刀具的主运动每转或每一行程时,工件和刀具两者在进给运动方向上的相对位移量。例如外圆车削时的进给量f是工件每转一转时车刀相对于工件在进给运动方向上的相对位移量,其单位为mm / r;又如在牛头刨床上刨削平面时,则进给量f是刨刀每往复一次,工件在进给运动方向上相对于刨刀的位移量,其单位为mm /双行程。
在切削加工中,也有用进给速度Vf来表示进给运动的。所谓进给运动Vf是刀刃上选定点相对于工件的进给运动的速度,其单位为mm / s。若进给运动为直线运动,则进给速度在刀刃上各点是相同的。
背吃刀量:对外圆车削和平面刨削而言,背吃刀量等于工件已加工表面与待加工表面间的垂直距离;其中外圆车削的背吃刀量
=
式中 ─ 工件待加工表面的直径(mm)。
─ 工件已加工表面的直径(mm)。
2.2 刀具的几何参数
用于不同切削加工方法的刀具,种类很多,但是它们参加切削的部分在其和特征上却具有共性。外圆车刀的切削部分可以看作是各类刀具切削部分的基本形态;其它各类刀具,包括复杂刀具,根据它们的工作要求,都是在这个基本形态上演变出各自的特点。所以本节将以外圆车到切削部分为例,给出刀具几何参数方面的有关定义。
2.2.1刀具切削部分的表面与刀刃
如图所示是外圆车刀的切削部分,它具有下述表面和刀刃:
前刀面:切下的切削沿其流出的表面。
主后刀面:与工件上过渡表面相对的表面。
副后刀面:与工件上已加工表面相对的表面。
主切削刃:前刀面与主后面相交而得到的边锋,用以形成工件的过渡表面,它完成主要的金属切除工作。
副切削刃:前刀面与副后面相交而得到的边锋,它协同主切削刃完成金属切除工作,以最终形成工件的已加工表面。
过度刃:主切削刃和副切削刃连接处的一段刀刃,它可以是小的直线段货圆弧。通常还把主切削刃与副切削刃连接处称为"刀尖"。