ТлЮФ32вГЃЌ12000грзжЃЌCADЭМжН7еХ
еЊ вЊ
дкзлКЯЗжЮіЫмМўНсЙЙЃЌЪЙгУвЊЧѓЃЌГЩаЭжЪСПКЭФЃОпжЦдьГЩБОЕФЛљДЁЩЯЃЌНщЩмНсЙЙМђЕЅЃЌаЮзДЙцдђЕФЫмМўГЩаЭЁЃВЩгУВрЯђЗжаЭГщаОЛњЙЙЃЌЪЙЫмМўФмвЛДЮГЩаЭЁЃЩшМЦСЫЯргІЕФЕФВрЯђЗжаЭГщаОЕФзЂЩфФЃЃЌВЂНщЩмСЫФЃОпЕФЙЄзїЙ§ГЬЁЃ
ЙиМќДЪЃКзЂЩфФЃ ГщаОЛњЙЙ
ABSTRACTЃК
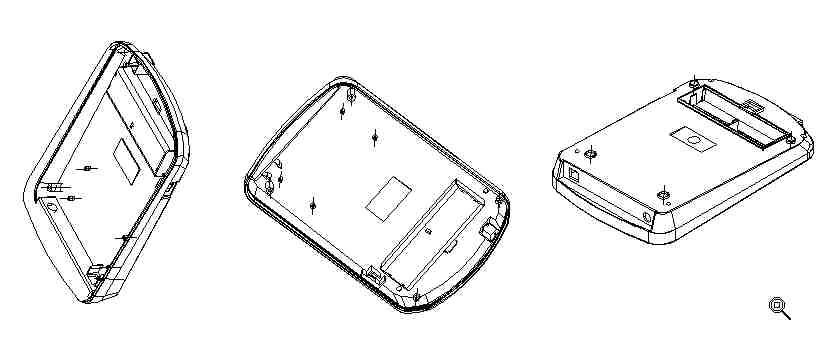
Based on the comprehensive analysis on the plastic part’s strcture service require-ment, moulding quality and mouding quality and mould manu facturing cost. Acorresponding injection mould of internal side core pulling was designed.By adopting the mulit-direction and multi-combination core-pulling .acorresponding injection mould of interal side core pulling was designed,the working process of the mould was in-troduced.
KEY WORD:
Injection mould Medialcoe pulling.
ФП ТМ
ЕчЛАЛњЕззљзЂЩфФЃЩшМЦ 3
Ек1еТ ЫмСЯМўЕФЬиадЗжЮі 4
1.1 ВњЦЗадФмЗжЮі 4
1.2 ВњЦЗЙЄвеадгыНсЙЙЗжЮі6
1.3 ЫмМўЙЄвеЗжЮі 7
Ек2еТ ФЃОпНсЙЙЩшМЦ 7
2.1 аЭЧЛЪ§ФПМАХХСаЗНЪН 7
2.2 ЗжаЭУцЕФЩшМЦ 7
2.3 зЂЩфЛњЕФбЁЖЈ 8
2.4 жїСїЕРЕФЩшМЦ 9
2.6 РфСЯбЈКЭРСЯИЫЕФЩшМЦ 11
2.7 ХХЦјЯЕЭГЕФЩшМЦ 11
2.8 ЮТЖШЕїНкЯЕЭГ 11
Ек3еТ ГЩаЭСуМўЕФЩшМЦгыМЦЫу 12
3.1 ГЩаЭСуМўЕФЩшМЦ 12
3.2 ФЃОпаЭЧЛВрБкКЭЕзАхКёЖШЕФМЦЫу 16
3.3 ФЃМмЕФбЁгУ 18
Ек4еТ КЯФЃЕМЯђЛњЙЙЕФЩшМЦ 19
4.1 ЕМЯђЛњЙЙЕФзїгУ 19
4.2 ЕМжљЕМЯђЛњЙЙ 19
Ек5еТ ЭЦГіЛњЙЙЕФЩшМЦ 21
5.1 ЭЦГіЛњЙЙЕФЩшМЦддђ 21
5.2 ЭбФЃСІЕФМЦЫу 21
Ек6еТ ВрЯђЗжаЭКЭГщаОЛњЙЙЕФЩшМЦ 22
6.1 ГщаООрШЗЖЈгыГщаОСІМЦЫу 23
6.2 аБЕМжљВрЯђЗжаЭгыГщаОЛњЙЙ 23
6.3 аБЕМжљЕФЩшМЦ 23
6.4 аБЕМжљЧуаБНЧЕФШЗЖЈ 24
6.5 аБЕМжљЕФжБОЖМЦЫу 25
6.6 аБЕМжљЕФГЄЖШМЦЫу 25
6.7 аБЛЌПщЕФЩшМЦ 26
6.8 ЕМЛЌВлЕФЩшМЦ 27
6.9 аЈНєПщЩшМЦ 27
6.10 ЛЌПщЖЈЮЛзАжУЩшМЦ 27
Ек7еТ зЂЩфЛњЯрЙиВЮЪ§ЕФаЃКЫ 28
7.1 зЂЩфбЙСІЕФаЃКЫ 28
7.2 ЫјФЃСІЕФаЃКЫМАаЭЧЛЪ§ЕФШЗЖЈ 28
7.3 ФЃОпБеКЭИпЖШЕФаЃКЫ 28
7.4 ПЊФЃааГЬЕФаЃКЫ 29
7.5 ФЃОпАВзАГпДчЕФаЃКЫ 29
7.6 АВзАТнПзГпДч 29
Ек8еТ ЩшМЦаЁНс 30
Ек9еТ жТ аЛ 32
Ек10еТ жївЊВЮПМЮФЯз 32