摘要
第二部分 设计过程
一、塑件的分析及塑料的成型工艺性能
1、塑件工艺性分析
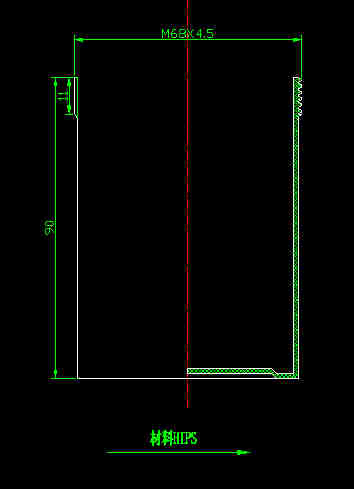
1)塑件的尺寸较小,精度等级高精度,性能要求一般,采用一模二腔来提高生产率。塑件壁薄,对制品不进行后加工。
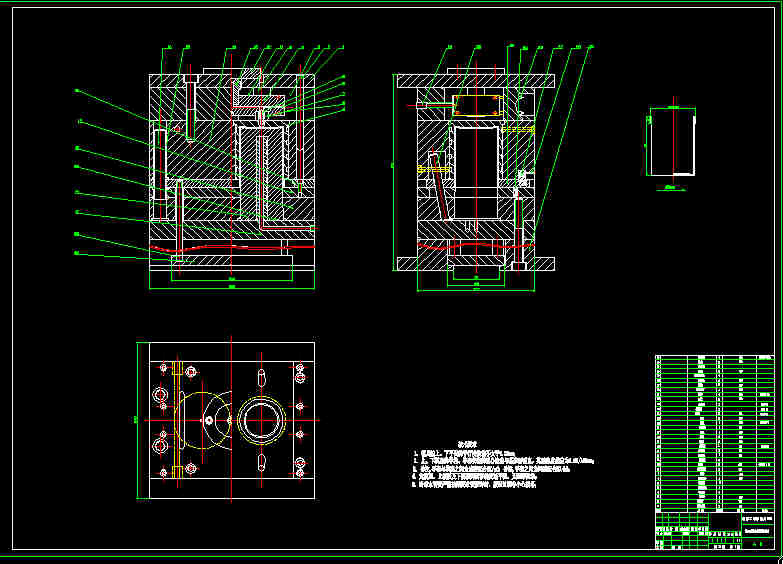
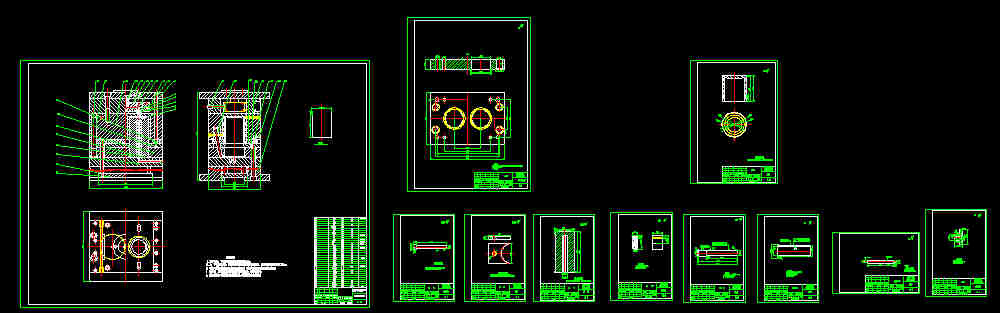
5 浇口采用探针浇口,适用于一模二腔,浇口截面为圆形。
6 了方便加工和热处理,型腔与型芯部分来镶拼结构。
2、材料的成型工艺性能
1)塑件采用HIPS,HIPS的主要工艺性能有:
物理性能:HIPS的相对密度介于0.98~1.10之间,耐磨性好,冲击强度比PS高。
热性能: 热变形温度为64~92.5
电性能: HIPS电性能优异,耐高频绝缘性好。
力学性能:HIPS具有优异的力学性能,包括拉升强度、压缩强度和硬度,PP的主要力学性能数据为:
拉伸强度/MPa 14~48
压缩强度/MPa 28~112
缺口冲击强度(KJ/m2) 0.5~11.0
化学性能:HIPS的化学稳定性好。
HIPS的主要缺点是:注射时应防止溢料,制品易产生内应力,易开裂。
HIPS的主要用途是:装饰材料、容器、家用电器、建材等。
2)注塑成型条件
注射成形机类型:螺杆式
密度(g/cm3):0.98~1.10
计算收缩率(%):0.4~0.7
预热温度(℃):64~92.5
料筒温度前段:170~180
料筒温度中段:170~200
料筒温度后段:150~160
模具温度(℃):20~50
注射压力(Mpa):60~100
成型时间分为(s)
1、注射时间:1~5
2、高压时间:5~15
3、冷却时间:5~15
4、总周期:15~30
目 录
引 言………………………1
毕业设计任务书…………2
毕业设计指导书………4
设计说明书……………5
一、设计题目……5
二、设计过程……9
(一)、塑件的分析及塑料的成型工艺性能……9
(二)、塑件的质量与体积计算…………………10
(三)、型腔数目的确定…………………………10
(四)、注射机的选择11
(五)、成型部分的尺寸设计 …………………12
(六)、零件的加工工艺………………………16
(七)、模具加工工艺流程………………………18
(八)、浇注系统的设计………………………19
(九)、冷却系统的设计………………………21
(十)、脱模机构的设计………………………22
(十一)、模架的选择23
(十二)、压力机的校核………………………24
(十三)HIPS(高抗冲聚苯乙烯)的成型条件…25
(十四)、参考文献26
设计体会………………27