该制件为盒类结构、较为复杂,内表面为哑光、生产批量大,为了保证生产批量,采用了一模两腔成型,从而使制品生产效率提高近一倍,降低了生产成本。该模具的设计特点是:为了满足大型件的成型要求,采用了侧浇口浇注系统、一模两腔的结构,并采用注射料筒与开和模方向垂直的角式注塑机成型,解决了用卧式机时设置浇注系统的难题、为了保证塑件的质量,两腔均衡地布置在两侧。采用一次分型,一次推出机构推杆推,使模具结构得到简化。
关键字:侧浇口、一次分型、一模两腔
该塑件标注的尺寸均为自由尺寸,则所有的尺寸按MT5 级查取公差。即所有尺寸如下表所示:
塑件的表面质量分析
求外表面为哑光,且内表面无特殊要求,
c) 塑件的结构工艺性分析:
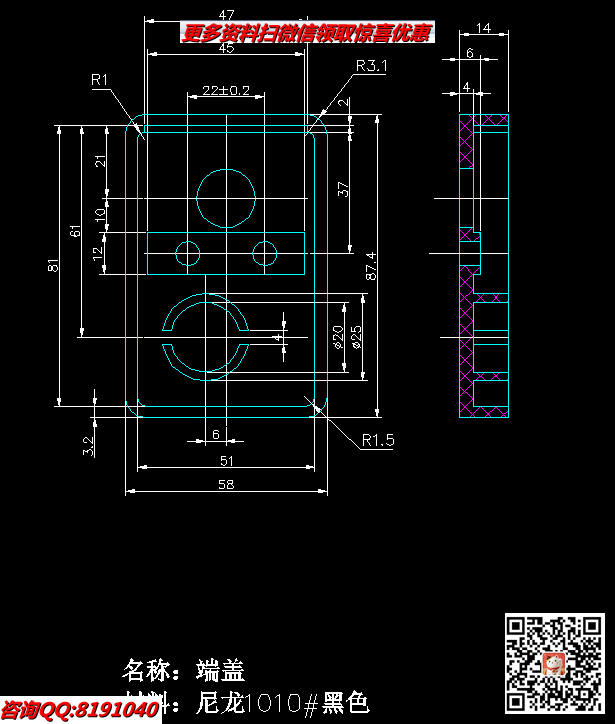
1、从图纸上看,该塑件为方壳,属于盒类零件,外表面尖角处是圆角过渡,厚度均匀且满足最小壁厚要求。
2、塑件的型腔较大,B*L=70*104。有尺寸不等的孔且长边方向有一段半径为53.5mm的圆弧。
3、在塑件的内部有4个高为2.5mm的凸台、底部有凹槽,宽为2mm,其尺寸为74mm*26.1mm。
4、在塑件的底面有两个直径为12.5mm的凹槽,其内部还有一个箭头位,同时还有4个凹下去的台阶孔。
5、塑件的各边都有斜度,长边的为4度、短边的为13.5度。这样有利于脱模。
经过上述分析,该塑件可以注射成型加工。
d) 塑件的生产批量:
该塑件的生产批量为15万件,属于中批量生产,塑件的生产类型对模具结构、注射模具材料使用均有重要的影响。在中批量生产中,由于注射模。
具价格在整个生产费用中所占的比例较小,提高生产和注射模具寿命问题比较突出。所以可以考虑使用自动化程度、结构复杂、精度寿命高的模具。该塑件的生产类型为中批量生产。可以考虑采用一模两腔、快速脱模以及成型周期不宜过长的模具,同时模具造价要适当控制。
e) 初选注射机
1、计算塑件的体积或重量
通过零件图上的尺寸及三维造型得到方壳的体积V=33.86cm3
查阅相关资料得到 :PA的密度为0.91g/cm3
则该塑件的质量为m=0.91*33.86=30.8126 g
2、根据塑件本身的几何形状及生产批量确定型腔数目
于该塑件是盒形零件,且零件底部有直径为18、12.5及5.8的孔,加上塑件的尺寸为一般精度要求,外表面要求为哑光,不宜采用过多的型腔数目,所以采用一模两腔,型腔平衡布置在两侧,以便脱模及模具的平衡。
3、确定注射成型的工艺参数
根据塑件的结构特点及PA的成型性能,查阅相关资料初步确定塑件的注射
注射模具有的只有一个分型面,也有的有两个或更多的分型面。该模具采用一个分型面。其主分型面只有一个。采用平直分型面,如图所示A-A分型面。