2.1 组合机床方案的制定
2.1.1制定工艺方案
零件加工工艺将决定组合机床的加工质量、生产率、总体布局和夹具结构等。所以,在制定工艺方案时,必须计算分析被加工零件图,并深入现场了解零件的形状、大小、材料、硬度、刚度,加工部位的结构特点加工精度,表面粗糙度,以及定位,夹紧方法,工艺过程,所采用的刀具及切削用量,生产率要求,现场所采用的环境和条件等等。并收集国内外有关技术资料,制定出合理的工艺方案。
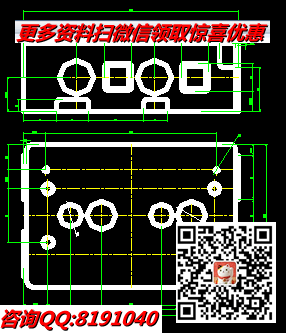
根据被加工被零件(机体)的零件图(图2-1),加工两个缸套孔的工艺过程。
(1) 加工孔的主要技术要求。
加工2个Φ40mm精孔。
工件材料为HT250。
要求生产纲领为(考虑废品及备品率)年产量5万件,单班制生产
(2) 工艺分析
加工该孔时,没有位置度公差要求。
根据组合机床用的工艺方法及能达到的经济精度,可采用如下的加工方案。
一次性加工2-Φ50精孔。
(3) 定位基准及夹紧点的选择
加工此机体2-Φ40精孔的底孔孔,以底面的两精孔Φ33限制、和、四个自由度,位于中间的心轴起到了很好的定位作用。
在保证加工精度的情况下,提高生产效率减轻工人劳动量,而工件也是大批量生产,由于夹具在本设计中没有考虑,因此在设计时就认为是人工夹紧。
2.1.2 确定组合机床的配置形式和结构方案。
(1)被加工零件的加工精度
被加工零件需要在组合机床上完成的加工工序及应保证的加工精度,是制造机床方案的主要依据。泵体加工孔的精度要求不高,可采用钻孔组合机
床,它的位置精度要求不是很高,安排加工时
可以在下一个安装工位上对所有孔进行最终精加工。为了加工出表面粗糙度为
图2-1 被加工零件图
Ra3.2um的孔。采取提高机床原始制造精度和工件定位基准精度并减少夹压变形等措施就可以了。为此,机床通常采用尾置式齿轮动力装置,进给采用液压系统,人工夹紧。被加工零件图如图2-1所示。