减速箱体的加工工艺规程及其镗孔的工装夹具设计是在学完了机械制图、机械制造技术基础、机械设计、机械工程材料等进行课程设计之后的下一个教学环节。正确地解决一个零件在加工中的定位,夹紧以及工艺路线安排,工艺尺寸确定等问题,并设计出专用夹具,保证零件的加工质量。本次设计也要培养自己的自学与创新能力。因此本次设计综合性和实践性强、涉及知识面广。所以在设计中既要注意基本概念、基本理论,又要注意生产实践的需要,只有将各种理论与生产实践相结合,才能很好的完成本次设计。
箱体零件是基础件,一些轴、套和齿轮等零件由它组装在一起,构成机器的一个重要部件。所以,箱体零件的加工质量对整台机器的精度,性能和使用寿命都有着直接的影响。
减速器箱体是典型的箱体类零件,其结构和形状复杂,壁薄。有精度较高的多个平面、螺口等需要加工,因为刚度较差,切削中受热大,易产生震动和变形。
1.1.2 零件的工艺分析
该零件加工内容及要求如下:
(1)φ35mm上偏差+0.027 下偏差0的一组孔,孔垂直度公差为0.05。
(2)φ40 mm上偏差+0.027下偏差0的一组孔,孔的垂直度公差为0.05.
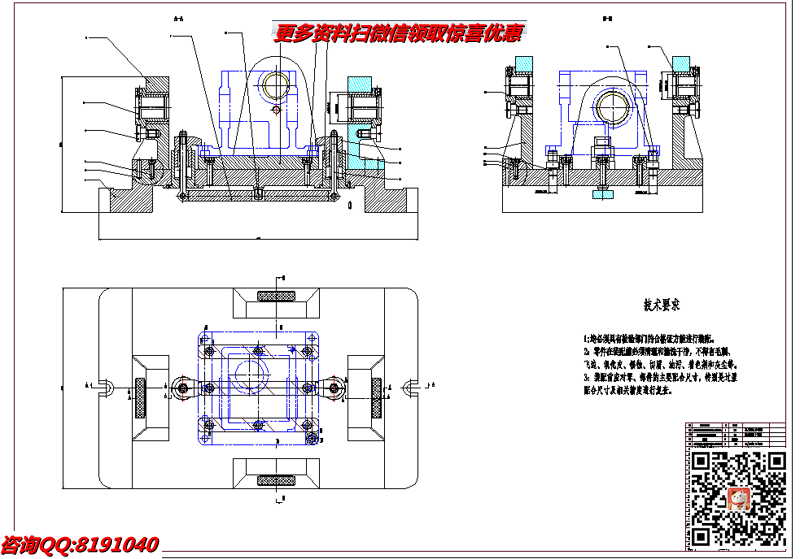
2.6 精密镗床镗Ф35和Ф40大孔夹具设计
为了提高劳动生产率,保证加工质量,降低劳动强度,通常需要用专用夹具.经过老师的考虑,决定设计第八道工序中的φ35孔系和Φ40孔系。
2.6.1问题的提出
本夹具主要用来车φ35孔和Φ40孔系, 因为2个孔系所在的面是垂直的,因此采用4个镗套导向,装卸工件将会比较困难,我们将着力解决工件的装卸上。
2.6.2 定位基准的选择
1、基准
机器零件是由若干个表面组成的。这些表面之间的相对位置关系包括两方面的要求:表面间的位置尺寸精度和相对位置精度。研究零件表面的相对位置关系,是离不开基准的。不明确基准就无法确定表面的位置。
基准是用来确定生产对象上几何要素间的几何关系所依据的那些点、线、面。根据基准的不同功能,基准分为设计基准和工艺基准两大类。
1. 设计基准
在零件图样上所采用的基准,称为设计基准。
2. 工艺基准
零件在工艺过程中所采用的基准,称为工艺基准。工艺基准按用途不同,又分为装配基准、测量基准、工序基准和定位基准。
(1)装配基准
装配时用以确定零件在部件或产品中的位置的基准,称为装配基准。
(2)测量基准
测量时用以检验已加工表面尺寸几何位置的基准,称为测量基准。
(3)工序基准
在加工工序中,用以确定本工序被加工表面加工后的尺寸、形状及位置的基准,称为工序基准。
(4)定位基准
工件定位时所采用的基准,称为定位基准。
需要说明的是,作为基准的点、线、面在工件上并不一定具体存在。如轴心线、对称面等,它们是由某些具体表面来体现的。用以体现基准的表面称为定位基准。