夹具是机械加工不可缺少的辅助工具,由机床制造技术带动的高速,高精度,复合,智能,环保的引发而来的方向。夹具设计制造技术正向着精密、高效、通用、经济的方向发展。
毕业设计是总结和复习所学专业知识的重要手段,也是对学习成果的考验。设计的内容主要针对尾座体从材料到成品的整个过程。内容有确定毛坯的尺寸和制造方法;制定机械加工工艺过程;钻、扩腰孔的夹具设计。
关键词:尾座体、夹具、加工工艺、零件、钻孔
目 录
Abstract III
第一章绪论 2
1.1 机床夹具的现状 2
1.2 机床夹具的发方向 3
第二章机床夹具概论 5
2.1 机床夹具及其功用 5
2.2 夹具装夹工件的方法及特点 5
2.3 机床夹具的分类和组成 6
2.4 工件定位的基本原理 8
3 零件分析 11
3.1零件的作用 11
3.2毛坯的确定 11
4 工艺规程的设计 13
4.1工艺规程概念 13
4.2定位基准面的选择 13
4.3粗步制定工艺路线 14
4.4 刀具、量具及设备的选择 16
4.5各道工序的机床、刀具选择和加工计算 17
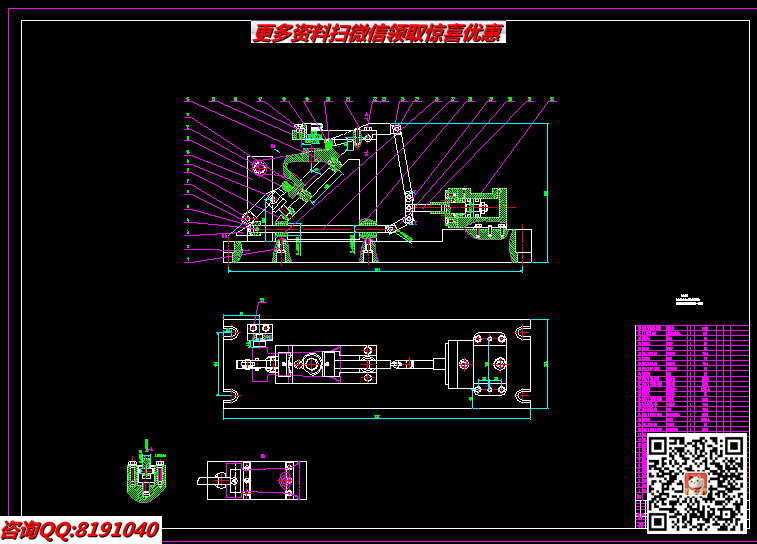
5 夹具设计 30
5.1夹具的作用 30
5.2 机床夹具的组成 30
5.3选择夹紧方式和夹紧元件 30
5.4夹紧力的确定 36
5.5误差分析 37
5.6夹具的作用和维护 37
结 论 38
参考文献 39
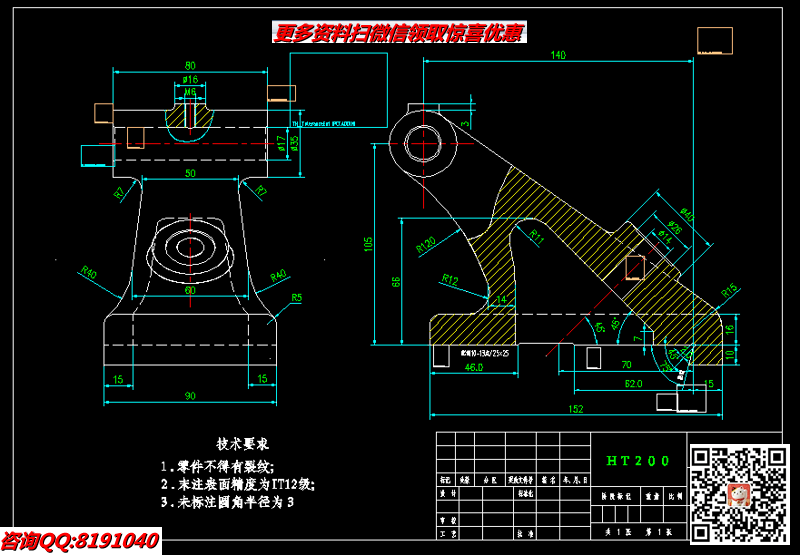
尾座体是车床尾座的组成零件,尾座用于安装后顶尖以支持工件,或安装钻
头、铰刀等刀具进行孔加工,尾座体将“尾座顶尖”、“顶尖锁紧手柄” 和“手
轮手柄” 等组合在一起。尾座体与尾座底板之间可在横向作相对移动,以调整
尾座顶针相对于主轴中心位置。
本次设计是制定尾座体的加工工艺,以及腰孔加工的夹具设计。精度要求高
的有顶部孔、底板和导轨,需要磨削加工和刮削加工。零件的材料为HT200,灰铸
铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削
3.2毛坯的确定
3.2.1毛坯材料及形状的确定
零件材料为HT200,灰铁生产工艺简单,铸造性能优良,但塑性较差、脆性
高,不适合磨削。零件表面弧度多,不适合锻造,所以毛坯选择铸件。工件内腔
加工不易,并且精度要求不高,所以工件内腔选择直接铸造。其它的通孔和螺纹
孔需通过加工得到。在需要加工的表面预留加工余量,没标注粗糙度的面由于精
度要求不高,可以由铸造直接获得。铸造方式为壳模铸造。